
素朴で無釉の備前の壺が、完璧な白磁の碗を値段で上回ることがあります。その理由は土ではなく——火です。それでも、荒々しい茶碗から絵付けの九谷の皿まで、ほぼすべての日本の器は一つの文に基づいています。土は柔らかく成形され、固く乾かされ、二度焼かれる。 どう成形するか、施釉するかどうか、どの窯が仕上げるか——他のすべてはその背骨からぶら下がっています。
背骨:柔らかく、そして二度火をくぐる
生の土は精製され、手で練られます——本当は安全のための下ごしらえです。練りは水分を均一にして、壁が歪まずに挽けて乾くようにし、何より閉じ込められた空気を追い出します。閉じ込められた気泡は熱で膨張し、器を割ったり吹き飛ばしたりしかねないからです。日本の方法は螺旋に折り込む菊練り——残る花弁の模様にちなんで名づけられました。
器はそのあと成形され(後述)、革のような固さまで乾かされ、金属の鉋(かんな)で高台と壁を削られます(この工程が削り)。ここで火に出会います。素焼きはわざと低温、おおよそ800〜900°C(九谷は850°C近く)で、もろい土を、施釉のときに崩れず釉薬を均一に吸う、多孔質で扱いやすい素地に変えます。絵付けの装飾は、しばしばこの焼成と焼成の間に施されます。
施釉のあとに来るのが本焼きで、こちらは熱い——たいてい1,250〜1,400°C(九谷は1,300〜1,400°Cで15〜20時間)です。これが素地を焼き締め、釉薬をガラスに溶かします。装飾した磁器は、上絵の具を定着させる三度目の低温焼成(約800〜900°C)を加えるので、絵付けの皿は窯を三度も四度もくぐることがあります——しかし通常は低温で締め、高温でガラス化するままです。
ろくろ、手、または型
成形には三つの系統があり、求める形によって選ばれます。
- ろくろ挽きは、回転する土の塊を、回転と手の圧で壁へと立ち上げます。芯出しから始まり、碗・杯・瓶といった丸い形を得意とします。
- 手びねりはろくろを使いません。玉をつまみ開ける、縄状のひもを積むひもづくり、皿や角のある形のために伸ばした板を使うたたら、そして固まりをくり抜くくりぬき。
- **型(かた)**は、繰り返せる形のために土を押したり鋳込んだりします——九谷を含め、多くの量産の器がとる道です。
釉薬はガラスであり、色は火が選ぶ
釉薬は塗料ではなく鉱物のスラリー——古典的には木灰、長石、シリカ、フラックス、着色剤——で、高温焼成でのみガラス化し、色・艶・質感を定めます。備前のような無釉の器はこれを飛ばし、窯に表面を仕上げさせます。
その焼成はもう一つの変数を隠しています——その雰囲気です。酸化(空気が豊富)は銅の釉薬を緑にし、還元(空気が乏しい)は酸化物から酸素を引き抜いて、同じ釉薬が**血のような赤(辰砂)**に出ます——正反対の色を、火が決めるのです。
本当の分かれ道は窯
現代の分かれ目は、制御された窯と薪焚きの窯の間にあります。電気窯とガス窯は温度を設定して繰り返します——電気は清潔に酸化性で焚き、ガスは絞って還元にして銅の赤や青磁の緑を出せます。施釉した食器の既定の窯であり、その全体の美点は、二つ目の器が一つ目と同じになることです。
薪焚きの窯は、それをわざと手放します。 炎と飛灰が表面を書くので、二つとして同じ器は焼き上がりません——備前・信楽・伊賀のまさに要点です。薪焚きの中でも、二つの歴史的な設計が分野を分けています。
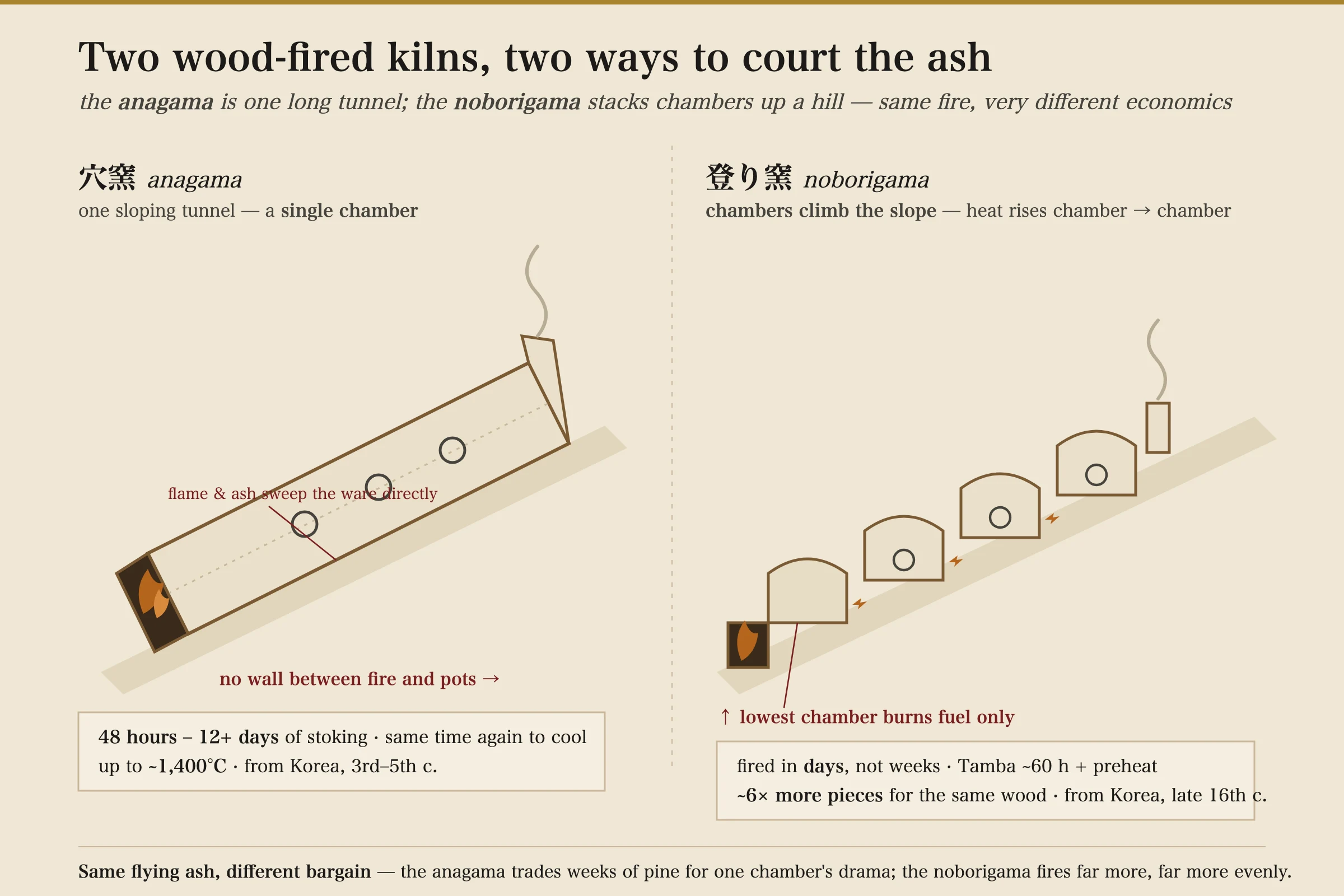
穴窯は一本の長い傾斜したトンネル——丘の斜面に掘られた単室で、焚口が下、煙突が上にあります。その決定的な特徴は、火と器の間に壁がないことで、炎と灰が器の上を直接なでていきます。昼夜通しで48時間から12日以上焚き(丹波のものはおよそ二週間)、冷ますのにさらに同じくらいを要し、最高でおよそ1,400°Cに達します。3〜5世紀に九州を経て朝鮮半島から伝わり、古代の須恵器と中世の六古窯の両方の基礎をなしています。
登り窯は斜面を登る連結した部屋の階段です。熱が一室から次へと上がり、側面の焚口が各室に割った松をくべ、最下の部屋はしばしば燃料のみを焚いて上の部屋を安定させます。およそ1,300°Cに達し、数日で焚きます——丹波は30〜40時間の予熱のあと各室をおよそ60時間焚きます——そして同じ薪で、単室の穴に比べて六倍以上の数の器を、より均一に焼きます。到来はずっと後の16世紀末で、豊臣秀吉の1592年の出兵の際に日本へ連れてこられた朝鮮の陶工がもたらしました——唐津・有田・萩・薩摩の窯の種をまいたのと同じ波です。(そのうちの一人、李参平は伝統的に有田の磁器の土を見つけたとされますが、歴史家はこの帰属に異議を唱えています。)
なぜ薪窯は唯一無二を生むのか
火がひとりでに為すこと、それが窯変(ようへん)——焼成が生む、計画されない色・質感・釉薬の変化です。もっとも目を引くのは自然釉です。松が何日も燃えるうちに、細かな灰が室内を漂い、器の上に降り積もり、およそ1,200°Cを超えると溶けて、本物のガラス釉として土に融着します——誰も刷毛で塗ってはいません。化学は平凡なもので、木灰はカルシウムとカリウムの酸化物に富み、これらがフラックスとして働いて、およそ1,250〜1,300°Cで土のシリカとアルミナをガラスへと溶かします——灰が厚く降りたところは緑に溜まって艶やかに、あまり降らなかったところは乾いてむき出しになります。
これは偶然に発見されました。誰かが意図的に施すより前に、6世紀末までに日本の古代の須恵器の上で、灰が器に釉をかけていたのです。意図的で刷毛塗りできる灰釉が来たのはもっと後、9世紀ごろの猿投(さなげ)窯においてでした。
最後の要素は配置です。あの壁のないトンネルの中では、器がどこに立つかがすべてです——焚口の近くは厚い灰と熱、燠に埋もれれば還元されて燻された部分、別の器の陰はむき出しの「影」。陶工はこれらの効果を狙いますが、指図はできません——だからこそ一つひとつが唯一無二であり、その跡は読まれ、名づけられ、珍重されるのです。
こうして「日本の陶磁器はどう作られる」には二つの答えがあります。ほぼ普遍の背骨と、工場のマグと収集される茶碗を分かつ窯です。その地図があれば、器は所定の位置に収まります。備前は薪窯だけで完全に仕上げられる無釉の炻器(せっき)、炻器か磁器かは土の段階ですでに決まっており、多孔質の素焼きの段階こそ一部の器が使う前に育て(シーズニング)を必要とする理由であり、それぞれの様式がどこで作られるかはこれらの窯を国じゅうにたどっています。