একটি সম্পূর্ণ জাপানি ছুরি দেখতে ইস্পাতের একটিমাত্র সরু ফালির মতো, কিন্তু প্রায় কখনোই তা নয়। একটি ক্ল্যাড সান্তোকু (santoku) হাতে তুলে নিলে আপনি সাধারণত একটিমাত্র ফলায় জোড়া লাগানো দুটি ধাতু ধরে থাকেন: একটি পুরু নরম-লোহার আবরণের ভেতর গাঁথা শক্ত, ভঙ্গুর কাটার ইস্পাতের একটি পাতলা ফিতা। সেই কৌশলটি — যাকে বলে ক্ল্যাডিং, বা 合わせ awase — গোটা কারুশিল্পটি যে ধারণার ওপর গড়া। একবার একে দেখে নিন, আর আপনার সামনে আসা অন্য প্রতিটি শব্দ (san-mai, honyaki, kasumi, সেই অদ্ভুত বহু-ধাপের শার্পেনিং) পরিপাটিভাবে এর পেছনে সারিবদ্ধ হয়ে যায়।
একটিমাত্র ধারণা: নরম লোহায় মোড়া একটি শক্ত ইস্পাত
একটি ভালো রান্নাঘরের ছুরি এমন দুটি জিনিস চায় যারা পরস্পরের সঙ্গে লড়ে। ধারটুকু শক্ত হওয়া দরকার — উচ্চ-কার্বন ইস্পাত যা তীক্ষ্ণ ধার নেয় ও ধরে রাখে — কিন্তু শক্ত ইস্পাত ভঙ্গুর, সহজে জং ধরে, আর ঘষে ধার দেওয়া এক যন্ত্রণা। ফলার দেহটি দৃঢ় হওয়া দরকার — নরম ইস্পাত যা আঘাত ঝেড়ে ফেলে এবং দ্রুত ধার নেয় — কিন্তু নরম ইস্পাত এক মিনিটও ধার ধরে রাখবে না।
জাপানি কর্মকাররা তর্কটি রাসায়নিকভাবে নয়, ভৌতভাবে মিটিয়েছিলেন: শক্ত ইস্পাতের একটি ফালি ঠিক সেখানে বসাও যেখানে কাটবে, আর বাকি সবকিছু নরম লোহায় মুড়ে দাও। শক্ত কোরটি হলো hagane (鋼); নরম আবরণটি হলো jigane (地金) বা nan-tetsu, যাকে Sakai-র এক প্রস্তুতকারক সোজাসাপ্টা বলেন “dead soft iron” (একেবারে নরম লোহা)। দুটিকে একসঙ্গে ঝালাই করলে আপনি এমন একটি ফলা পান যা যেখানে দরকার সেখানে ধারালো এবং বাকি সবখানে সহনশীল — এবং, Sakai-র প্রতিষ্ঠান Ichimonji যেমন উল্লেখ করে, এতে “কম কোর ইস্পাত” লাগে, তাই তৈরি করতে খরচ কম। এটিই ক্ল্যাডিং, আর এ কারণেই জাপানি ছুরির বিপুল সংখ্যাগরিষ্ঠ নিরেট নয়, বরং স্তরিত।
ওই দুই ধাতু যেভাবে সাজানো হয়, গঠন-সংক্রান্ত সব শব্দভাণ্ডার ঠিক সেটাকেই নাম দিচ্ছে:
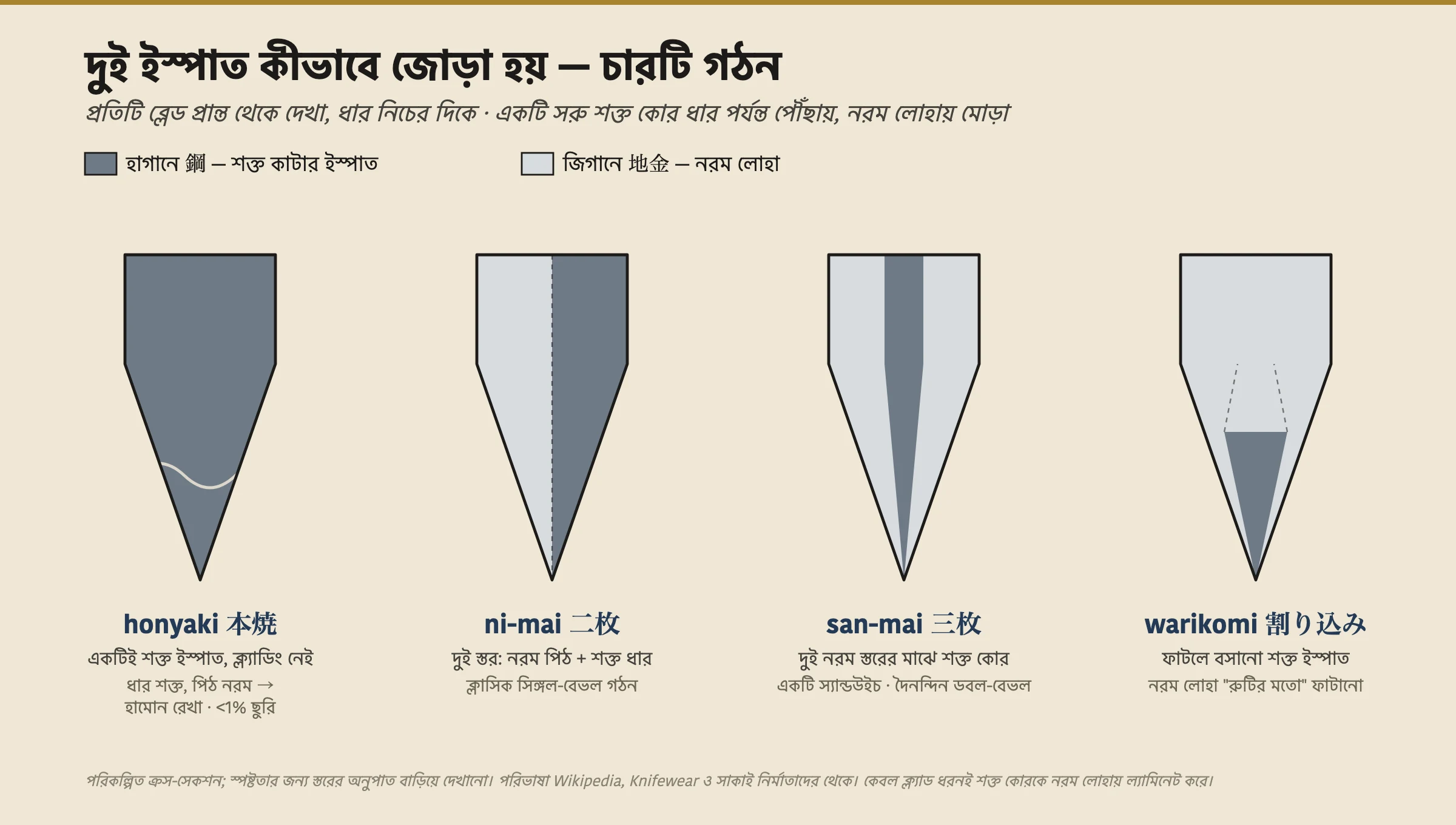
- ni-mai (二枚) — দুই স্তর, একটি নরম পিঠ একটি শক্ত ধারের সঙ্গে জোড়া; ক্লাসিক single-bevel গঠন।
- san-mai (三枚) — দুই নরম বাইরের স্তরের মাঝে স্যান্ডউইচ করা একটি শক্ত কোর; দৈনন্দিন double-bevel গঠন। Knifewear একে একটি স্যান্ডউইচের সঙ্গে তুলনা করে, যেখানে শক্ত কাটার ইস্পাত ধারে দেখা যায় “ধারের ওপর ঝুলে থাকা এক ফালি হ্যামের মতো।”
- warikomi (割り込み) — নরম লোহাকে গরম করে “একটি হট-ডগ বানের মতো” ফাটানো হয়, আর একটি শক্ত ইস্পাতের দণ্ড খাঁজে বসিয়ে ফোর্জ-ওয়েল্ড করে বন্ধ করা হয়।
লাইন ধরে হাঁটা, ইস্পাত থেকে ধার
এবার একটি ফলাকে গড়ে উঠতে দেখুন। ঐতিহ্যগতভাবে নিচের প্রতিটি ধাপ একজন ভিন্ন বিশেষজ্ঞের — সে বিষয়ে একটু পরেই — কিন্তু ক্রমটি সবখানেই টেকে।
১. ক্ল্যাড ফোর্জ-ওয়েল্ডিং। hagane ফালিটিকে লাল-গরম করা হয়, borax ও লোহার গুঁড়ো ছিটানো হয় — একটি ফ্লাক্স যা মিলনতল পরিষ্কার করে এবং ঝালাইয়ের বিন্দু নামিয়ে আনে — jigane-র সঙ্গে লাগিয়ে একটি চুল্লিতে প্রায় ১০০০°C-এ পুনরায় গরম করা হয় যতক্ষণ না দুটি মিশে একটিমাত্র পিণ্ডে পরিণত হয়।
২. ফোর্জিং ও আকার দেওয়া (seikei)। সেই পিণ্ডটি গরম করে বারবার হাতুড়ি দিয়ে পিটানো হয়, ফলার মাপের দিকে টেনে নেওয়া হয় যখন বারবার কাজ ইস্পাতের দানাকে পরিশীলিত করে। single-bevel ছুরিতে পিঠের অগভীর গর্ত — সেই urasuki যা ওই ফলাগুলোকে এত পরিষ্কারভাবে কাটতে ও ছাড়তে দেয় — এই ধাপেই ফোর্জ করে বসানো হয় (জ্যামিতিটি আছে single bevel বনাম double bevel-এ)।
৩. শক্ত করা (yaki-ire)। আকার দেওয়া ফলাটিকে প্রায় ৭৫০–৮০০°C-এ গরম করে জলে নিভানো হয়, যা ইস্পাতকে তার শক্ত অবস্থায় আটকে দেয়। তেলের চেয়ে জল দ্রুত ও কঠোর — সর্বোচ্চ কাঠিন্য, কিন্তু ফাটার একটি সত্যিকারের ঝুঁকি — এ কারণেই একটি পরিচ্ছন্ন জল-নিভানো সবচেয়ে কঠিন কাজের চিহ্ন।
৪. টেম্পার করা (yaki-modoshi)। নিভানোর ঠিক পরেই ধারটুকু কাঁচের মতো শক্ত থাকবে এবং প্রথম গাজরেই ফাটল ধরবে। তাই ফলাটিকে মৃদুভাবে ১৫০–২০০°C-এ পুনরায় গরম করে শীতল হতে দেওয়া হয়, দৃঢ়তার বিনিময়ে সামান্য কাঠিন্য ফিরিয়ে দিয়ে — প্রস্তুতকারকরা যাকে বলেন “tenacity” (দৃঢ়তা)।
৫. শার্পেনিং (hatsuke)। একটি শক্ত-করা খালি ফলা এখনো ছুরি নয়; এর কোনো ধার নেই। এতে ধার ঘষে বসানো নিজেই একটি কারুশিল্প, ধাপে ধাপে চলে — aratogi (স্থূল) → hiratogi (সমতল) → hontogi (সূক্ষ্ম) → বাফিং। এখানেই bevel আসলে কাটা হয়, এখানেই ধোঁয়াটে kasumi ফিনিশ ফুটে ওঠে, আর এখানেই আপনি পরে একটি whetstone-এ এর রক্ষণাবেক্ষণ করবেন।
৬. হাতল (etsuke)। শেষে nakago (tang) গরম করে একটি কাঠের wa-হাতলে ঢুকিয়ে দেওয়া হয়। যেহেতু ওই সব গরম করা ও পিটানো একটি পাতলা ফলাকে বেঁকিয়ে দেয়, তাই শেষ ধাপ হলো হাতে বিকৃতিগুলো সোজা করা।
একটি না দুই ইস্পাত: honyaki বনাম kasumi
ওপরের সবকিছুই ক্ল্যাডিং ধরে নেয়। এর চেয়ে দুর্লভ একটি পথ আছে যেখানে কর্মকার কোনো নরম আবরণই ব্যবহার করেন না — ধার থেকে পিঠ পর্যন্ত একটিমাত্র শক্ত ইস্পাত। এটিই honyaki (本焼), কারুশিল্পের শিখর। একটি পুরোপুরি-শক্ত ফলাকে চুরমার হওয়া থেকে বাঁচাতে প্রস্তুতকারক একে differentially শক্ত করেন: কেবল ধারটুকুই শক্ত করে নিভানো হয়, আর পিঠ নরম ও আঘাত-শোষণকারী থাকে, ধ্রুপদীভাবে জল-নিভানোর আগে পিঠে কাদার প্রলেপ দিয়ে (mizu-honyaki)। তখন শক্ত-করা ও শক্ত-না-করা ইস্পাতের মধ্যেকার সীমানা ফলা বরাবর একটি ঢেউখেলানো রেখা হয়ে ভেসে ওঠে — সেই hamon (刃文), জাপানি তরবারিতে মূল্যবান বলে গণ্য ঠিক সেই একই টেম্পার রেখা।
Honyaki তৈরি করা যন্ত্রণাদায়ক: একটি শক্ত mono-steel জলে-নিভালে ফলা নিয়মিত ফাটে, তাই একজন ওস্তাদ হয়তো বছরে মাত্র প্রায় ৩০টি শেষ করেন, আর Knifewear হিসাব করে যে জাপান যত ছুরি বানায় তার honyaki “১%-এরও কম”। ক্ল্যাড ছুরি — যাকে বলে kasumi (霞), “কুয়াশাচ্ছন্ন,” নরম লোহা ও উজ্জ্বল ইস্পাত যেখানে মেলে সেই ঝাপসা চেহারার নামে, বা awase, “জোড়া” — honyaki-র চূড়ান্ত ধার ও স্থায়িত্বের সামান্য অংশ ছেড়ে দেয় বেশি দৃঢ়, সস্তা এবং অনেক সহজে ধার দেওয়ার জন্য। মুষ্টিমেয় সংগ্রাহক ও পেশাদার ছাড়া বাকি সবার জন্য, সেই আদানপ্রদানটিই ঠিক কারণ কেন ক্ল্যাডিং জিতে গেল।
তিন হাত, একটি ফলা
এবার সেই অংশ যা বাইরের লোকজন খুব কমই আশা করে: Sakai-তে, পেশাদার ছুরির ঐতিহাসিক কেন্দ্র, কোনো একজন মানুষ গোটা জিনিসটি বানান না। কাজটি বিশেষজ্ঞদের মধ্যে ভাগ করা। একজন কর্মকার (kajiya) ফলাটি গড়েন ও শক্ত করেন; একজন শার্পেনার (togishi) bevel ঘষে ধার বসান; একজন হাতল-নির্মাতা (tsukashi) wa-হাতল লাগান। প্রতিটি ছুরি, Sakai-র প্রতিষ্ঠান Hasu-Seizo যেমন বর্ণনা করে, অন্তত তিনজন বিশেষায়িত কারিগরের হাত পেরিয়ে আসে, যাঁদের প্রত্যেকে একটিমাত্র ধাপে একটি জীবন কাটিয়েছেন। বিশেষত শার্পেনিংকে ফোর্জিংয়ের চেয়ে কম মর্যাদাপূর্ণ বলে ধরা হয় না — যিনি আপনার ফলাটি গড়েছেন তিনি প্রায় নিশ্চিতভাবেই এতে ধার দেননি।
সেই বিভাজন পুরনো। Sakai-র ফলার দক্ষতা তরবারি-নির্মাণ থেকে বেড়ে উঠেছিল, আর মোড়টি এসেছিল ১৬শ শতকে, যখন পর্তুগিজ বণিকদের সঙ্গে তামাক এসে পৌঁছাল এবং Sakai-র কর্মকাররা পাতা কুচি করার ছুরি বানাতে শুরু করলেন। তাঁদের তামাক ছুরি আমদানি করা জিনিসকে হারিয়ে দিল; Tokugawa শোগুনাত প্রত্যয়িত Sakai ফলাকে একটি “Sakai Kiwame” (堺極) মানের ছাপ দিল, আর সুনাম সারা জাপানে ছড়িয়ে পড়ল। আজ কাজ করা অনেক Sakai কারিগর তাঁদের বংশের চতুর্থ, পঞ্চম বা ষষ্ঠ প্রজন্ম।
মানচিত্র
সুতরাং একটি জাপানি ছুরি হলো ইস্পাতে মীমাংসা করা একটি ছোট তর্ক: যেখানে কাটে সেখানে শক্ত, যেখানে ধরা হয় সেখানে নরম, কামড় দেওয়ার মতো যথেষ্ট শক্ত এবং টিকে থাকার মতো যথেষ্ট টেম্পার করা, তারপর আলাদা আলাদা জোড়া হাতে ঘষে ও হাতল লাগিয়ে তৈরি। ক্ল্যাডিং হলো সেই একটিমাত্র বাক্য যা কারুশিল্পটি বারবার আওড়ে যায়। এখান থেকে অন্য প্রতিটি টুকরোর লাইনে একটি জায়গা আছে — কোন ইস্পাত কোরটি ভরায়, কীভাবে bevel ঘষা হয়, কোন আকার-এর জন্য আপনি হাত বাড়ান। এটি সবই একটিমাত্র ফলা, ধাপে ধাপে গড়ে তোলা।