Готовый японский нож выглядит как единая полоска стали, но почти никогда ею не является. Возьмите обкладной сантоку — и вы обычно держите два металла, сплавленных в один клинок: тонкую ленту твёрдой, хрупкой режущей стали, погружённую в более толстую рубашку из мягкого железа. Эта уловка — называемая обкладкой, или 合わせ авасэ — и есть идея, вокруг которой построено всё ремесло. Увидьте её однажды, и каждый другой термин, что вам встретится (сан-май, хонъяки, касуми, странно многоступенчатая заточка), выстроится за ней аккуратно.
Одна идея: твёрдая сталь, обёрнутая в мягкое железо
Хороший кухонный нож хочет двух вещей, которые борются друг с другом. Кромке нужно быть твёрдой — высокоуглеродистая сталь, что берёт острую кромку и держит её, — но твёрдая сталь хрупка, легко ржавеет и мучительна в шлифовке. Телу клинка нужно быть прочным — мягкая сталь, что стряхивает удары и точится быстро, — но мягкая сталь и минуты не удержит кромку.
Японские кузнецы уладили спор физически, а не химически: поставьте полосу твёрдой стали ровно туда, где режете, и оберните всё остальное в мягкое железо. Твёрдая сердцевина — это хагане (鋼); мягкая рубашка — это дзиганэ (地金) или нан-тэцу, что один мастер из Сакаи прямо описывает как «мёртво-мягкое железо». Сварите эти два вместе — и получите клинок, острый там, где это важно, и уступчивый везде остальном — и, как отмечает дом Итимондзи из Сакаи, ему нужно «меньше сердцевинной стали», так что он дешевле в изготовлении. Это и есть обкладка, и именно поэтому подавляющее большинство японских ножей — многослойные, а не цельные.
То, как эти два металла уложены, — ровно то, что называет вся конструктивная лексика:
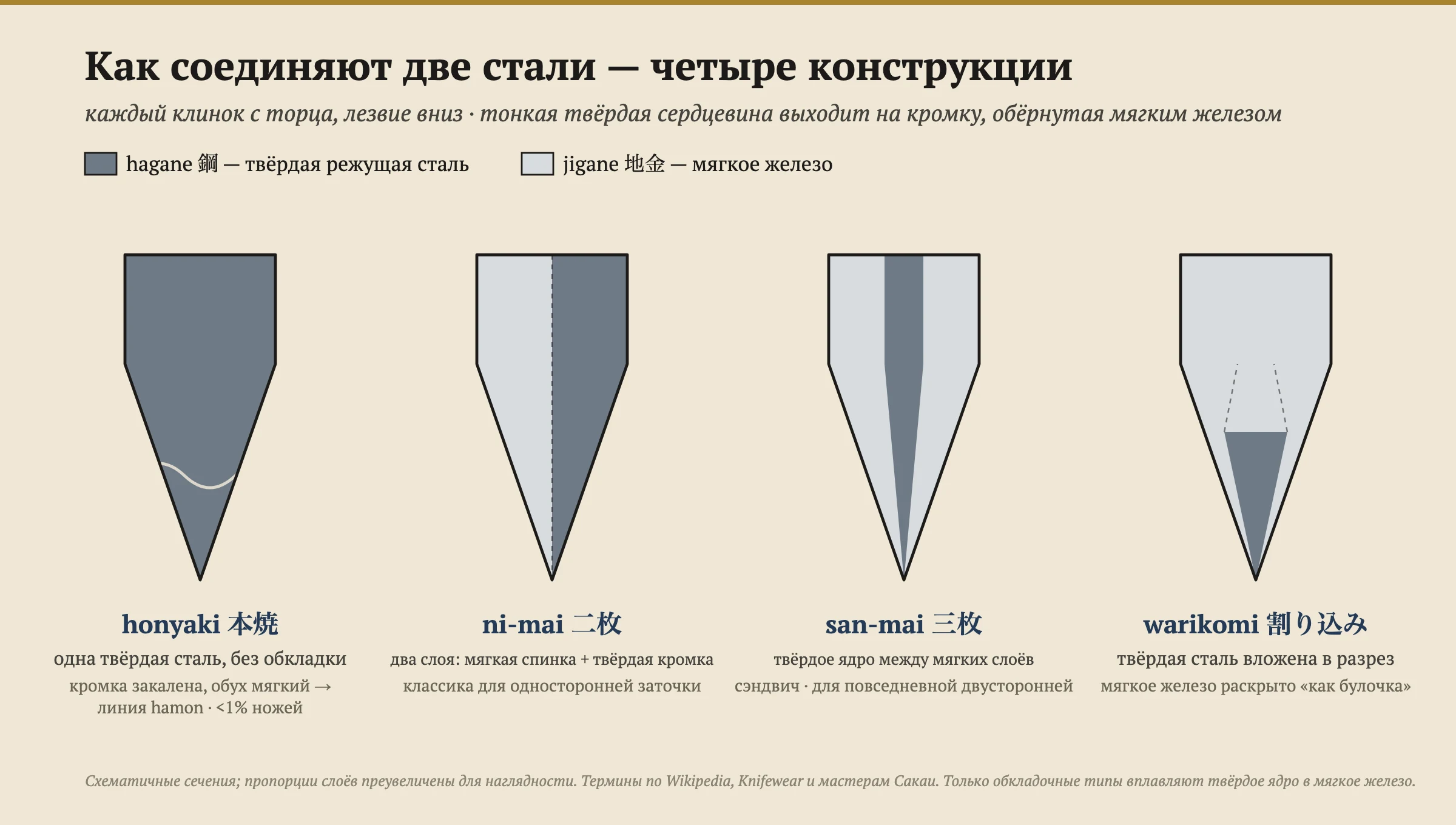
- ни-май (二枚) — два слоя, мягкая спинка, соединённая с твёрдой кромкой; классическая односторонняя конструкция.
- сан-май (三枚) — твёрдая сердцевина, зажатая между двумя мягкими внешними слоями; повседневная двусторонняя конструкция. Knifewear сравнивает её с сэндвичем, где твёрдая режущая сталь показывается у кромки, как «ломтик ветчины, свисающий за край».
- варикоми (割り込み) — мягкое железо нагревают и раскалывают «как булочку для хот-дога», а брусок твёрдой стали роняют в прорезь и заваривают кузнечной сваркой.
Идём по линии, от стали до кромки
Теперь понаблюдаем, как клинок строится. Традиционно каждый этап ниже принадлежит отдельному специалисту — об этом чуть позже, — но последовательность держится везде.
1. Кузнечная сварка обкладки. Полосу хагане нагревают докрасна, посыпают бурой и железным порошком — флюсом, что очищает свариваемые поверхности и понижает точку сварки, — прикладывают к дзиганэ и повторно нагревают в горне примерно при 1000°C, пока два металла не сплавятся в единую заготовку.
2. Ковка и формовка (сэйкэй). Эту заготовку нагревают и выковывают, снова и снова, вытягивая к размерам клинка, тогда как повторная проработка измельчает зерно стали. На односторонних ножах пологую выемку на спинке — урасуки, что заставляет эти клинки резать и отпускать продукт так чисто, — куют на этом этапе (геометрия — в односторонние против двусторонних спусков).
3. Закалка (яки-ирэ). Отформованный клинок нагревают примерно до 750–800°C и закаливают в воде, что фиксирует сталь в её твёрдом состоянии. Вода быстрее и жёстче масла — максимальная твёрдость, но реальный риск растрескивания — вот почему чистая закалка в воде и есть знак самой требовательной работы.
4. Отпуск (яки-модоси). Прямо из закалки кромка была бы стеклянно-твёрдой и скололась бы на первой же морковке. Поэтому клинок мягко нагревают повторно до 150–200°C и дают остыть, обменивая толику твёрдости обратно на прочность — то, что мастера зовут «вязкостью».
5. Заточка (хацукэ). Закалённая заготовка ещё не нож; у неё нет кромки. Насадить её — ремесло само по себе, ведётся поэтапно: аратоги (грубая) → хиратоги (плоская) → хонтоги (тонкая) → полировка. Именно здесь на самом деле режется спуск, где проступает туманная отделка касуми и где вы бы позже поддерживали кромку на водном камне.
6. Рукоять (эцукэ). Наконец накаго (хвостовик) нагревают и вбивают в деревянную рукоять ва. Поскольку весь этот нагрев и ковка коробят тонкий клинок, последний шаг — выправление искривлений вручную.
Одна сталь или две: хонъяки против касуми
Всё вышеописанное предполагает обкладку. Есть более редкий путь, где кузнец не использует никакой мягкой рубашки вовсе — одна твёрдая сталь, от кромки до обуха. Это хонъяки (本焼), вершина ремесла. Чтобы полностью твёрдый клинок не разлетелся, мастер закаливает его дифференцированно: закаливается твёрдо только кромка, тогда как обух остаётся мягче и гасящим удары, классически — покрывая обух глиной перед закалкой в воде (мидзу-хонъяки). Граница между закалённой и незакалённой сталью затем всплывает волнистой линией вдоль клинка — это хамон (刃文), та самая линия отпуска, которую ценят на японских мечах.
Хонъяки мучителен в изготовлении: закалка твёрдой моностали в воде раскалывает клинки сплошь и рядом, так что мастер может завершить всего около 30 в год, а Knifewear прикидывает, что хонъяки — «менее 1%» ножей, которые производит Япония. Обкладной нож — называемый касуми (霞), «туманный», по дымчатому виду там, где мягкое железо встречает яркую сталь, или авасэ, «соединённый», — уступает немного предельной остроты и стойкости хонъяки ради большей прочности, дешевизны и куда более лёгкой заточки. Для всех, кроме горстки коллекционеров и профессионалов, именно этот размен и есть причина, по которой обкладка победила.
Три пары рук, один клинок
Вот часть, которой посторонние редко ожидают: в Сакаи, историческом сердце профессиональных ножей, ни один человек не делает вещь целиком. Работа разделена между специалистами. Кузнец (кадзия) кует и закаливает клинок; точильщик (тогиси) шлифует спуски и выставляет кромку; рукоятчик (цукаси) сажает рукоять ва. Каждый нож, как описывает дом Хасу-Сэйдзо из Сакаи, проходит через руки по меньшей мере трёх узких мастеров, каждый из которых потратил карьеру на один этап. Заточка, в частности, считается не менее престижной, чем ковка — тот, кто выковал ваш клинок, почти наверняка его не точил.
Это разделение старо. Клинковое мастерство Сакаи выросло из ковки мечей, а поворот наступил в XVI веке, когда табак прибыл с португальскими торговцами и кузнецы Сакаи начали делать ножи, чтобы шинковать лист. Их табачные ножи обошли импорт; сёгунат Токугава жаловал сертифицированным клинкам Сакаи клеймо качества «Sakai Kiwame» (堺極), и репутация разошлась по всей Японии. Многие мастера Сакаи, работающие сегодня, — четвёртое, пятое или шестое поколение своего рода.
Карта
Итак, японский нож — это маленький спор, улаженный в стали: твёрдый там, где режет, мягкий там, где его держат, закалённый достаточно, чтобы кусать, и отпущенный достаточно, чтобы выжить, затем отшлифованный и оснащённый рукоятью отдельными парами рук. Обкладка — одно предложение, которое ремесло повторяет вновь и вновь. Отсюда у каждого другого элемента есть место на линии — какая сталь заполняет сердцевину, как отшлифован спуск, какую форму вы берёте в руку. Это всё один клинок, выстроенный поэтапно. </content>