Uma faca japonesa acabada parece uma única lasca de aço, mas quase nunca é. Pegue uma santoku revestida e você geralmente está segurando dois metais fundidos numa lâmina só: uma fina fita de aço de corte duro e quebradiço enterrada dentro de uma jaqueta mais grossa de ferro macio. Esse truque — chamado revestimento, ou 合わせ awase — é a ideia em torno da qual todo o ofício é construído. Veja-o uma vez, e todo outro termo que você vai encontrar (san-mai, honyaki, kasumi, a afiação estranhamente multietapa) se alinha bem atrás dele.
A única ideia: um aço duro embrulhado em ferro macio
Uma boa faca de cozinha quer duas coisas que brigam entre si. O fio precisa ser duro — aço de alto carbono que aceita um fio afiado e o segura — mas aço duro é quebradiço, enferruja facilmente e é um martírio para desbastar. O corpo da lâmina precisa ser tenaz — aço macio que ignora batidas e amola rápido — mas aço macio não segura um fio por um minuto.
Os ferreiros japoneses resolveram a discussão fisicamente em vez de quimicamente: coloque uma tira de aço duro exatamente onde você corta, e embrulhe todo o resto em ferro macio. O núcleo duro é o hagane (鋼); a jaqueta macia é o jigane (地金) ou nan-tetsu, que um fabricante de Sakai descreve secamente como "ferro morto de mole". Solde os dois juntos e você tem uma lâmina que é afiada onde importa e tolerante em todo o resto — e, como observa a casa Ichimonji de Sakai, ela precisa de "menos aço de núcleo", então custa menos para fazer. Isso é revestimento, e é por que a grande maioria das facas japonesas é laminada em vez de sólida.
O jeito como esses dois metais são empilhados é exatamente o que todo o vocabulário de construção está nomeando:
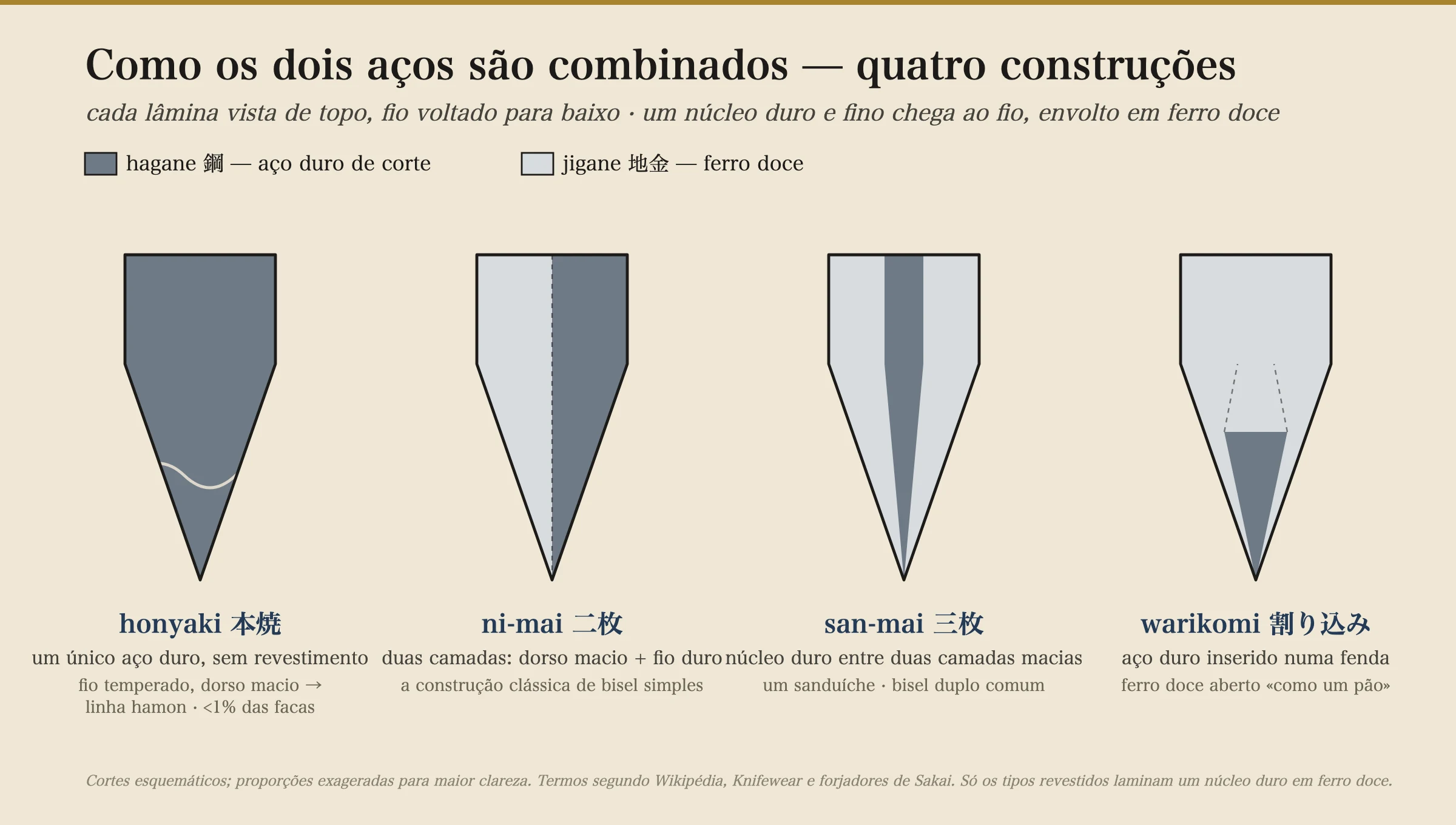
- ni-mai (二枚) — duas camadas, um dorso macio unido a um fio duro; a construção clássica de bisel simples.
- san-mai (三枚) — um núcleo duro ensanduichado entre duas camadas externas macias; a construção de bisel duplo do dia a dia. A Knifewear a compara a um sanduíche, com o aço de corte duro aparecendo no fio como "uma fatia de presunto pendurada na beirada".
- warikomi (割り込み) — o ferro macio é aquecido e partido "como um pão de cachorro-quente", e uma barra de aço duro é largada na fenda e soldada por forja.
Percorrendo a linha, do aço ao fio
Agora observe uma lâmina ser construída. Tradicionalmente cada etapa abaixo pertence a um especialista diferente — mais sobre isso em breve — mas a sequência vale em toda parte.
1. Soldando o revestimento por forja. A tira de hagane é aquecida ao rubro, polvilhada com bórax e pó de ferro — um fluxo que limpa as faces de contato e abaixa o ponto de solda — apoiada contra o jigane, e reaquecida num forno a cerca de 1000 °C até os dois fundirem num único tarugo.
2. Forja e conformação (seikei). Esse tarugo é aquecido e martelado, repetidamente, puxado em direção às dimensões da lâmina enquanto o trabalho repetido refina o grão do aço. Nas facas de bisel simples o vão raso no dorso — o urasuki que faz essas lâminas cortarem e soltarem a comida tão limpamente — é forjado nesta etapa (a geometria está em bisel simples vs bisel duplo).
3. Endurecimento (yaki-ire). A lâmina conformada é aquecida a cerca de 750–800 °C e temperada em água, o que trava o aço em seu estado duro. A água é mais rápida e mais dura que o óleo — dureza máxima, mas um risco real de rachar — que é por que uma têmpera limpa em água é a marca do trabalho mais exigente.
4. Revenimento (yaki-modoshi). Recém-saído da têmpera, o fio estaria duro como vidro e lascaria na primeira cenoura. Então a lâmina é gentilmente reaquecida a 150–200 °C e deixada esfriar, trocando uma lasca de dureza de volta por tenacidade — o que os fabricantes chamam de "tenacidade".
5. Afiação (hatsuke). Um blank endurecido ainda não é uma faca; não tem fio. Desbastar um é um ofício próprio, feito em etapas — aratogi (grosso) → hiratogi (plano) → hontogi (fino) → polimento. É aqui que o bisel é de fato cortado, onde o acabamento nebuloso kasumi aparece, e onde você mais tarde o manteria numa pedra d'água.
6. Cabo (etsuke). Por fim o nakago (espiga) é aquecido e cravado num cabo wa de madeira. Como todo esse aquecimento e martelamento entorta uma lâmina fina, a última etapa é endireitar as distorções à mão.
Um aço ou dois: honyaki vs kasumi
Tudo acima assume revestimento. Há um caminho mais raro em que o ferreiro não usa nenhuma jaqueta macia — um único aço duro, do fio à espinha. Isto é honyaki (本焼), o cume do ofício. Para impedir que uma lâmina totalmente dura estilhace, o fabricante a endurece diferencialmente: só o fio é temperado duro, enquanto a espinha continua mais macia e absorvedora de choque, classicamente cobrindo a espinha de argila antes de uma têmpera em água (mizu-honyaki). A fronteira entre aço endurecido e não endurecido então aflora como uma linha ondulada ao longo da lâmina — o hamon (刃文), a mesmíssima linha de têmpera prezada nas espadas japonesas.
O honyaki é punitivo de fazer: temperar em água um monoaço duro racha lâminas rotineiramente, então um mestre pode terminar apenas cerca de 30 por ano, e a Knifewear calcula o honyaki em "menos de 1%" das facas que o Japão produz. A faca revestida — chamada kasumi (霞), "nebulosa", por causa do visual embaçado onde o ferro macio encontra o aço brilhante, ou awase, "unida" — abre mão de um pouco do fio máximo e da longevidade da honyaki por ser mais tenaz, mais barata e muito mais fácil de amolar. Para todos, exceto um punhado de colecionadores e profissionais, essa troca é precisamente por que o revestimento venceu.
Três mãos, uma lâmina
Aqui está a parte que quem é de fora raramente espera: em Sakai, o coração histórico das facas profissionais, nenhuma pessoa só faz a coisa toda. O trabalho é dividido entre especialistas. Um ferreiro (kajiya) forja e endurece a lâmina; um afiador (togishi) desbasta os biséis e define o fio; um fabricante de cabos (tsukashi) encaixa o cabo wa. Cada faca, como descreve a casa Hasu-Seizo de Sakai, passa pelas mãos de pelo menos três artesãos especializados, cada um dos quais passou uma carreira numa única etapa. A afiação em particular é considerada não menos prestigiada que a forja — a pessoa que forjou sua lâmina quase certamente não a afiou.
Essa divisão é antiga. A habilidade com lâminas de Sakai cresceu a partir da forja de espadas, e a virada veio no século 16, quando o tabaco chegou com os comerciantes portugueses e os ferreiros de Sakai começaram a fazer facas para picar a folha. Suas facas de tabaco venceram as importadas; o xogunato Tokugawa concedeu às lâminas certificadas de Sakai um selo de qualidade "Sakai Kiwame" (堺極), e a reputação se espalhou pelo Japão. Muitos artesãos de Sakai que trabalham hoje são a quarta, quinta ou sexta geração de sua linhagem.
O mapa
Então uma faca japonesa é uma pequena discussão resolvida em aço: dura onde corta, macia onde é segurada, endurecida o bastante para morder e revenida o bastante para sobreviver, depois desbastada e encabada por pares de mãos separados. O revestimento é a única frase que o ofício não para de repetir. Daqui em diante toda outra peça tem um lugar na linha — qual aço preenche o núcleo, como o bisel é desbastado, qual formato você pega. É tudo uma lâmina só, construída em etapas.