완성된 일본 칼은 한 조각의 강철 파편처럼 보이지만, 거의 결코 그렇지 않다. 클래드 산토쿠를 집어 들면 대개 두 금속이 하나의 칼날로 융합된 것을 쥐고 있는 것이다: 단단하고 부서지기 쉬운 절삭강의 얇은 리본이 더 두꺼운 연철 재킷 안에 파묻혀 있다. 그 눈속임 — 클래딩, 또는 合わせ 아와세라 불리는 — 이 공예 전체가 그 위에 지어진 발상이다. 그것을 한번 보라, 그러면 당신이 만날 다른 모든 용어(산마이, 혼야키, 카스미, 이상하게 다단계인 갈기)가 그 뒤로 깔끔하게 줄을 선다.
하나의 발상: 연철로 감싼 단단한 강
좋은 부엌칼은 서로 싸우는 두 가지를 원한다. 날은 단단해야 한다 — 예리한 날을 받고 유지하는 고탄소강 — 하지만 단단한 강은 부서지기 쉽고, 쉽게 녹슬며, 갈기가 고역이다. 칼날의 몸체는 질겨야 한다 — 충격을 대수롭지 않게 넘기고 빠르게 갈리는 부드러운 강 — 하지만 부드러운 강은 1분도 날을 유지하지 못한다.
일본 대장장이들은 그 논쟁을 화학적으로가 아니라 물리적으로 정리했다: 단단한 강의 띠를 정확히 썰리는 곳에 두고, 나머지 전부를 연철로 감싸라. 단단한 심재는 **하가네(鋼)**이고; 부드러운 재킷은 지가네(地金) 또는 난테츠로, 한 사카이 제조사는 이를 딱 잘라 "죽은 연철"이라 묘사한다. 둘을 용접하면 중요한 곳에서는 예리하고 다른 어디서나 너그러운 칼날을 얻는다 — 그리고, 사카이 가문 이치몬지가 지적하듯, "심재 강이 덜" 필요해서 만드는 데 값이 덜 든다. 그것이 클래딩이며, 일본 칼의 대다수가 통짜가 아니라 적층인 이유다.
그 두 금속이 쌓이는 방식이 바로 모든 구조 어휘가 이름 붙이는 것이다:
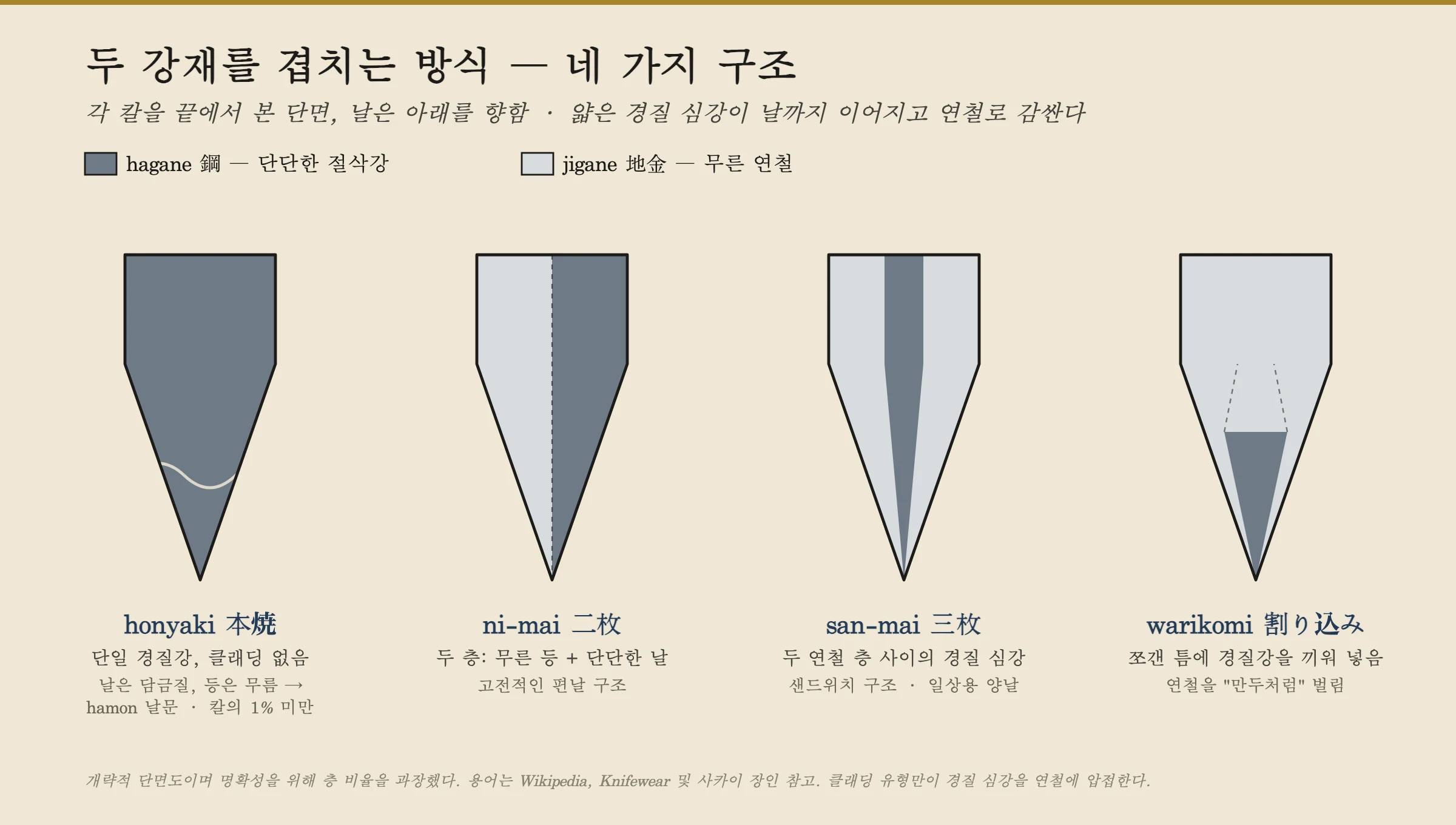
- 니마이(二枚) — 두 겹, 부드러운 등이 단단한 날에 접합; 고전적 외날 구성.
- 산마이(三枚) — 단단한 심재를 두 부드러운 바깥 겹 사이에 끼운; 일상적 양날 구성. Knifewear는 이를 샌드위치에 비유하며, 단단한 절삭강이 "날에 걸친 햄 한 조각"처럼 날에 드러난다고 한다.
- 와리코미(割り込み) — 연철을 가열해 "핫도그 빵처럼" 갈라, 경강 봉을 그 틈에 떨어뜨리고 단조 용접해 닫는다.
라인을 따라, 강에서 날까지
이제 칼날이 지어지는 것을 보라. 전통적으로 아래 각 단계는 서로 다른 전문가에게 속한다 — 곧 더 다룬다 — 하지만 그 순서는 어디서나 유지된다.
1. 클래드 단조 용접. 하가네 띠를 벌겋게 달구고, 붕사와 철분 — 접합면을 청소하고 용접점을 낮추는 플럭스 — 을 뿌리고, 지가네에 대고, 약 1000°C의 가마에서 재가열해 둘이 하나의 빌릿으로 융합될 때까지 한다.
2. 단조와 성형(세이케이). 그 빌릿을 가열하고 두드려 내기를 거듭하며, 반복된 작업이 강의 결정립을 정련하는 동안 칼날의 치수를 향해 뽑아 늘인다. 외날 칼에서는 등의 얕은 오목 — 그 칼날이 그토록 깨끗하게 썰고 놓아주게 하는 우라스키 — 이 이 단계에서 단조된다(기하는 외날 vs 양날에).
3. 경화(야키이레). 성형된 칼날을 약 750~800°C로 가열하고 물에 담금질하여 강을 단단한 상태로 잠근다. 물은 기름보다 빠르고 가혹하다 — 최대 경도, 하지만 진짜 균열 위험 — 그래서 깨끗한 물 담금질이 가장 까다로운 작업의 표식이다.
4. 뜨임(야키모도시). 담금질에서 바로 나온 날은 유리처럼 단단해 첫 당근에서 이가 빠질 것이다. 그래서 칼날을 부드럽게 150~200°C로 재가열하고 식혀, 경도의 얇은 조각을 인성으로 되바꾼다 — 제작자들이 "끈기"라 부르는 것.
5. 갈기(하츠케). 경화된 블랭크는 아직 칼이 아니다; 날이 없다. 날을 갈아 붙이는 것은 그 자체로 하나의 공예로, 단계적으로 진행된다 — 아라토기(거친) → 히라토기(평평) → 혼토기(고운) → 광내기. 여기서 베벨이 실제로 깎이고, 뿌연 카스미 마감이 나타나며, 나중에 숫돌에서 관리하게 될 것이다.
6. 손잡이(에츠케). 마지막으로 **나카고(슴베)**를 가열해 나무 와-손잡이에 박아 넣는다. 그 모든 가열과 두드림이 얇은 칼날을 뒤틀기에, 마지막 단계는 왜곡을 손으로 곧게 펴는 것이다.
강 하나냐 둘이냐: 혼야키 vs 카스미
위의 모든 것은 클래딩을 전제한다. 대장장이가 부드러운 재킷을 전혀 쓰지 않는 더 희귀한 길이 있다 — 등에서 날까지 단일 경강. 이것이 혼야키(本焼), 공예의 정상이다. 완전히 단단한 칼날이 산산조각 나는 것을 막기 위해, 제작자는 그것을 차등적으로 경화한다: 날만 단단하게 담금질되고, 등은 더 부드럽고 충격을 흡수한 채로 남는데, 고전적으로 물 담금질 전 등을 점토로 덮는 방식(미즈-혼야키)이다. 그러면 경화된 강과 경화되지 않은 강 사이의 경계가 칼날을 따라 물결치는 선으로 떠오른다 — 하몬(刃文), 일본도에서 소중히 여겨지는 바로 그 담금질 선이다.
혼야키는 만들기에 가혹하다: 단단한 모노스틸을 물 담금질하면 칼날이 일상적으로 갈라져, 명장이 1년에 약 30자루만 완성할 수 있고, Knifewear는 혼야키를 일본이 생산하는 칼의 **"1% 미만"**으로 추산한다. 클래드 칼 — 부드러운 철이 밝은 강을 만나는 뿌연 모습을 따라 카스미(霞), "안개", 또는 아와세, "접합"이라 불리는 — 는 혼야키의 궁극적 날과 수명을 조금 내주는 대신 더 질기고, 더 싸고, 갈기 훨씬 쉽다. 한 줌의 수집가와 전문가를 제외한 모두에게, 그 맞바꿈이 바로 클래딩이 이긴 이유다.
세 손, 하나의 칼날
여기 외부인이 거의 예상하지 못하는 부분이 있다: 전문가용 칼의 역사적 심장 사카이에서는, 어느 한 사람도 전체를 만들지 않는다. 작업은 전문가들 사이에 나뉜다. **대장장이(카지야)**가 칼날을 단조하고 경화하고; **연마사(토기시)**가 베벨을 갈아 날을 세우며; **손잡이 장인(츠카시)**이 와-손잡이를 끼운다. 모든 칼은, 사카이 가문 Hasu-Seizo의 묘사처럼, 적어도 세 명의 전문 장인의 손을 거치며, 각자는 한 단계에 경력을 써 왔다. 특히 갈기는 단조 못지않게 명망 있게 여겨진다 — 당신 칼날을 단조한 사람은 거의 확실히 그것을 갈지 않았다.
그 분업은 오래되었다. 사카이의 칼날 기술은 도검 제작에서 자라났고, 전환점은 16세기, 담배가 포르투갈 상인들과 함께 도착하고 사카이 대장장이들이 그 잎을 썰 칼을 만들기 시작했을 때 왔다. 그들의 담배 칼은 수입품을 이겼고; 도쿠가와 막부는 인증된 사카이 칼날에 "사카이 키와메(堺極)" 품질 인장을 부여했으며, 그 평판은 일본 전역으로 퍼졌다. 오늘날 활동하는 많은 사카이 장인은 그 가문의 4대, 5대, 6대다.
지도
그러니 일본 칼은 강 속에서 정리된 작은 논쟁이다: 썰리는 곳은 단단하게, 쥐어지는 곳은 부드럽게, 물 만큼 경화되고 살아남을 만큼 뜨임되고, 그런 다음 서로 다른 손들에 의해 갈리고 손잡이가 끼워진다. 클래딩은 공예가 되풀이하는 하나의 문장이다. 여기서부터 다른 모든 조각은 라인 위에 자리를 갖는다 — 어떤 강재가 심재를 채우는지, 베벨이 어떻게 갈리는지, 어떤 형태를 집는지. 그것은 모두 하나의 칼날이며, 단계적으로 쌓아 올려진 것이다.