
يمكن لجرّة Bizen بسيطة غير مزجّجة أن تفوق في ثمنها وعاءَ بورسلين أبيض لا عيب فيه، والسبب ليس الطين — بل النار. ومع ذلك، فإن كل قطعة خزفية يابانية تقريبًا، من قدح شاي خشن إلى صحن Kutani مرسوم، تستند إلى جملة واحدة: يُشكَّل الطين طريًا، ويَجف صلبًا، ويُحرَق مرتين. كيف تُشكَّل، أتُزجَّج أم لا، أي فرن يُكمِلها — كل ما تبقّى يتفرع عن هذا العمود الفقري.
العمود الفقري: طري، ثم مرتين عبر النار
يُنقّى الطين الخام ويُعجَن باليد — تحضير هو في الحقيقة إجراء أمان. العجن يوحّد الرطوبة كي يُرفَع الجدار ويجف دون تشوّه، وقبل كل شيء يطرد الهواء المحبوس: فقاعة محبوسة تتمدد في الحرارة ويمكن أن تُشقّق القطعة أو تفجّرها. والطريقة اليابانية طيّة حلزونية — kikumomi (菊練り، "عجن الأقحوان")، سُمِّيت بذلك لنمط البتلات الذي تتركه.
ثم تُشكَّل القطعة (انظر أدناه)، وتُجفَّف حتى صلابة الجلد، وتُقصّ — تُبرى حلقة القاعدة والجدران بأداة معدنية kanna (وتُسمى هذه الخطوة kezuri). الآن تلاقي النار. الحرق الأولي (素焼き، suyaki) منخفض عمدًا، نحو 800–900°C (Kutani قرب 850°C)، فيحوّل الطين الهشّ إلى خزف أولي مسامي قابل للمناولة يشرب الطلاء بانتظام بدلًا من أن ينهار عند غمسه. وكثيرًا ما تُوضع الزخرفة المرسومة هنا، بين الحرقتين.
بعد التزجيج يأتي الحرق الرئيسي (本焼き، honyaki)، وهذا حارّ — عادةً 1,250–1,400°C (Kutani من 1,300 إلى 1,400°C لمدة 15 إلى 20 ساعة). وهو يُزجّج الجسم ويُذيب الطلاء إلى زجاج. والبورسلين المزخرف يضيف حرقةً ثالثة منخفضة (نحو 800–900°C) لتثبيت المينا، فقد يمر الصحن المرسوم عبر الفرن ثلاث أو أربع مرات — لكن الحالة الشائعة تبقى منخفضًا للتثبيت، عاليًا للتزجيج.
دولاب، أو يد، أو قالب
ثلاث عائلات من التشكيل، تُختار حسب الشكل المطلوب:
- الرفع على الدولاب (轆轤، rokuro) يرفع كتلة دوّارة إلى جدار بفعل الدوران وضغط اليد؛ يبدأ بـالتوسيط (centering) ويبرع في الأشكال المستديرة — الأوعية والأقداح والقوارير.
- التشكيل اليدوي (手びねり، tebineri) لا يستعمل دولابًا: القرص (pinching) لفتح كرة، اللف (coiling) (himozukuri) بأشرطة تشبه الحبال، بناء الألواح (slab-building) (tatara) من صفائح مدلفنة للصحون والأشكال الزاويّة، وkurinuki، أي تجويف كتلة صمّاء.
- القولبة تكبس الطين أو تصبّه (slip-casting) لأشكال قابلة للتكرار — وهو المسار الذي يسلكه كثير من خزف الإنتاج، بما فيه Kutani.
الطلاء زجاج، والنار تختار اللون
الطلاء (釉薬، yūyaku) ليس دهانًا بل ملاطًا معدنيًا — كلاسيكيًا رماد خشب وفلسبار وسيليكا وصهور (flux) ومادة ملوّنة — لا يصير زجاجيًا إلا في الحرق العالي، فيُثبّت اللون واللمعان والملمس. أما الأصناف غير المزجّجة مثل Bizen فتتجاوزه وتترك الفرن يُكمِل السطح.
وذلك الحرق يُخفي متغيّرًا آخر: جوّه. الأكسدة (غني بالهواء) تترك طلاء النحاس أخضر؛ والاختزال (شحيح الهواء) يسحب الأكسجين من الأكسيد فيخرج الطلاء نفسه أحمر دمويًا (辰砂، shinsha) — لونٌ معاكس، تقرره النار.
المفترق الحقيقي هو الفرن
الانقسام الحديث بين الأفران المُتحكَّم فيها والأفران العاملة بالخشب. الأفران الكهربائية والغازية تضبط درجة حرارة وتكرّرها — الكهربائي يعمل نظيفًا ومؤكسِدًا، والغازي يمكن خنقه إلى اختزال لأحمر النحاس وأخضر السيلادون. وهي الخيار الافتراضي لأدوات المائدة المزجّجة؛ فضيلتها كلها أن القطعة الثانية تطابق الأولى.
أما الأفران العاملة بالخشب فتتخلى عن ذلك عمدًا. اللهب والرماد المتطاير يكتبان السطح، فلا تخرج قطعتان متماثلتين — وهذا هو مغزى Bizen وShigaraki وIga بالكامل. وضمن الحرق بالخشب، يقسم تصميمان تاريخيان الميدان.
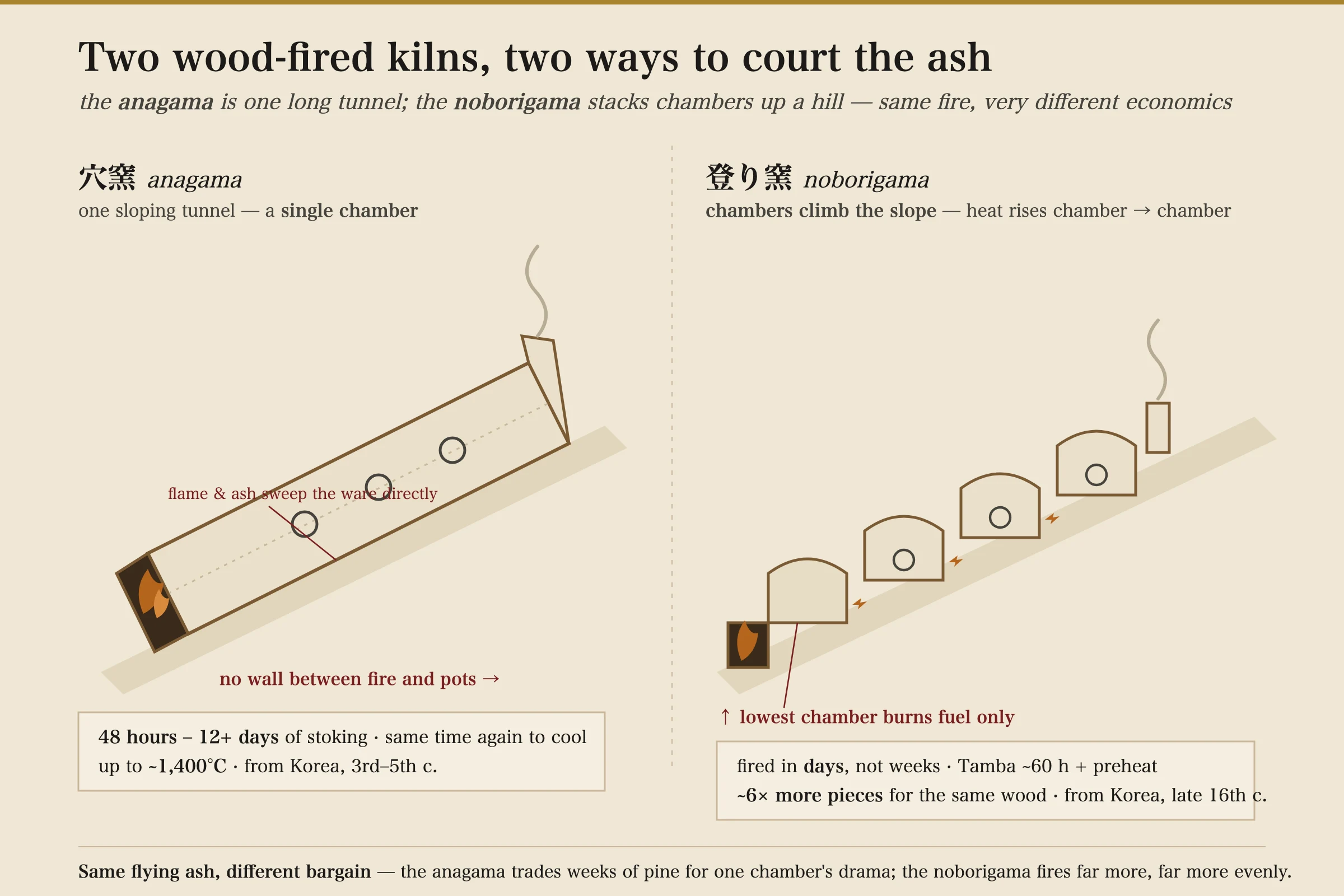
الـ anagama (穴窯) نفق واحد طويل مائل — حجرة واحدة محفورة في سفح تلّة، صندوق النار في الأسفل والمدخنة في الأعلى. سمته المميزة: لا جدار بين النار والقطع، فيكتسح اللهب والرماد القطعة مباشرة. يحرق من 48 ساعة إلى 12 يومًا أو أكثر على مدار الساعة (حرقات Tamba تستغرق نحو أسبوعين)، ويحتاج مثلها تقريبًا كي يبرد، ويبلغ حتى نحو 1,400°C. وصل من شبه الجزيرة الكورية عبر Kyūshū في القرنين الثالث إلى الخامس، ويقوم عليه كلٌّ من خزف Sue القديم والأفران القديمة الست في العصور الوسطى.
الـ noborigama (登り窯) سُلّم من حجرات متصلة تتسلق منحدرًا. ترتفع الحرارة من واحدة إلى التي تليها، وتغذّي منافذ جانبية كلَّ حجرة بصنوبر مشقوق، والحجرة السفلى غالبًا لا تحرق سوى الوقود لتثبيت ما فوقها. يبلغ نحو 1,300°C ويحرق في أيام — تشغّل Tamba حجراتها نحو 60 ساعة بعد تسخين مسبق من 30 إلى 40 ساعة — ولنفس كمية الخشب يحرق أكثر من ست أضعاف عدد القطع التي يحرقها حفرة أحادية الحجرة، وبتوزيع أكثر انتظامًا. جاء متأخرًا كثيرًا، في أواخر القرن السادس عشر، على يد خزّافين كوريين سِيقوا إلى اليابان خلال حملة Toyotomi Hideyoshi عام 1592 — الموجة نفسها التي بذرت أفران Karatsu وArita وHagi وSatsuma. (يُنسب تقليديًا إلى أحد الأسرى، Yi Sam-pyeong، فضل العثور على طين بورسلين Arita، وإن كان المؤرخون يختلفون في هذه النسبة.)
لماذا يجعل الفرن الخشبي القطعة فريدة من نوعها
ما تفعله النار من تلقاء نفسها هو yōhen (窯変، "تحوّل الفرن") — التغيّرات غير المخطَّطة في اللون والملمس والطلاء التي يُنتجها الحرق. وأبرزها طلاء الرماد الطبيعي (自然釉، shizen-yū): مع احتراق الصنوبر أيامًا، يطوف رماد ناعم عبر الحجرة، ويستقر على القطع، وفوق نحو 1,200°C يذوب ويلتحم بالطين كطلاء زجاجي حقيقي — لم يدهنه أحد بفرشاة. والكيمياء عادية: رماد الخشب غني بـأكاسيد الكالسيوم والبوتاسيوم، التي تعمل كصهورات، فتُذيب سيليكا الطين وألوميناه إلى زجاج عند نحو 1,250–1,300°C — يتجمّع أخضر لامعًا حيث نزل الرماد سميكًا، جافًّا عاريًا حيث نزل القليل.
اكتُشِف هذا بالصدفة: كان الرماد يُزجّج القطع على خزف Sue الياباني القديم بحلول أواخر القرن السادس قبل أن يفعل أحد ذلك عن قصد؛ ولم يأتِ طلاء الرماد المتعمَّد القابل للدهن بالفرشاة إلا لاحقًا، في أفران Sanage نحو القرن التاسع.
الجزء الأخير هو الموقع. في ذلك النفق بلا جدران، يكون موضعُ القطعة كل شيء: قرب صندوق النار، رماد وحرارة كثيفان؛ مدفونة في الجمر، رقعة مختزَلة مخنوقة؛ خلف قطعة أخرى، "ظل" عارٍ. يستدرج الخزّاف هذه الآثار لكنه لا يستطيع أن يُمليها — ولهذا تكون كل قطعة فريدة، ولهذا تُقرأ العلامات وتُسمّى وتُقدَّر.
فلسؤال "كيف تُصنع الخزفيات اليابانية" جوابان: العمود الفقري شبه الكوني، والفرن الذي يفصل قدح مصنع عن قدح شاي مجموع. وبهذه الخريطة، تجد الأصناف مواضعها: Bizen خزف حجري غير مزجّج يُكمِله الفرن الخشبي بالكامل؛ وأن تكون القطعة خزفًا حجريًا أو بورسلينًا أمرٌ حُسِم عند الطين؛ ومرحلة الحرق الأولي المسامية هي سبب حاجة بعض الأصناف إلى تهيئة قبل الاستعمال؛ وأين يُصنع كل أسلوب يتتبّع هذه الأفران عبر البلاد.