
밋밋하고 유약도 안 입힌 비젠 항아리가 흠 없는 백자 사발보다 비쌀 수 있는데, 그 이유는 흙이 아니라 불이다. 그럼에도 거친 찻사발에서 채색된 쿠타니 접시까지, 거의 모든 일본 도자기는 한 문장 위에 놓인다. 흙은 무를 때 빚고, 단단하게 말리고, 두 번 굽는다. 어떻게 성형되는지, 유약을 입히는지, 어느 가마가 마무리하는지 — 나머지 전부가 그 척추에 매달린다.
척추: 무른 다음, 두 번 불을 지나다
날흙은 정제되고 손으로 반죽된다 — 사실상 안전을 위한 준비다. 꼬막밀기는 수분을 고르게 해 벽이 뒤틀림 없이 뽑히고 마르게 하고, 무엇보다 갇힌 공기를 몰아낸다. 갇힌 기포는 열에서 팽창해 그릇을 갈라뜨리거나 터뜨릴 수 있다. 일본식 방법은 나선형으로 접는 키쿠모미(菊練り, "국화 반죽")로, 그것이 남기는 꽃잎 무늬에서 이름을 얻었다.
그런 다음 그릇을 성형하고(아래), 가죽처럼 단단해질 때까지 말리고, 금속 간나로 굽테와 벽을 깎아 다듬는다(이 단계가 케즈리). 이제 불을 만난다. **초벌(素焼き, 스야키)**은 일부러 낮은 약 800~900°C(쿠타니는 850°C 부근)로, 부서지기 쉬운 흙을 다공질의 다룰 수 있는 초벌 그릇으로 바꿔, 담글 때 주저앉는 대신 유약을 고르게 빨아들이게 한다. 채색 장식은 흔히 여기서, 소성 사이에 들어간다.
시유 뒤에는 **본소성(本焼き, 혼야키)**이 오는데, 이것은 뜨겁다 — 대개 1,250~1,400°C(쿠타니는 1,3001,400°C로 1520시간). 그것이 몸통을 유리화하고 유약을 유리로 녹인다. 장식된 자기는 유약을 고정하기 위해 세 번째 낮은 소성(800900°C)을 더하니, 채색 접시는 가마를 서너 번 지나기도 한다 — 하지만 흔한 경우는 낮게 굳히고, 높게 유리화한다에 머문다.
물레, 손, 혹은 틀
원하는 형태에 따라 고르는 세 갈래 성형법.
- **물레 성형(轆轤, 로쿠로)**은 도는 힘과 손 압력으로 회전하는 덩어리를 벽으로 세운다. 중심잡기로 시작하며 둥근 형태 — 사발, 잔, 병 — 에 뛰어나다.
- **손빚기(手びねり, 테비네리)**는 물레를 쓰지 않는다. 공을 눌러 벌리기, 밧줄 같은 가래를 가래쌓기(히모즈쿠리), 접시와 각진 형태를 위해 민 판으로 판성형(타타라), 그리고 단단한 덩어리를 파내는 쿠리누키.
- 틀 성형은 반복 가능한 형태를 위해 흙을 눌러 찍거나 이장 주입한다 — 쿠타니를 포함한 많은 생산 기물이 택하는 길이다.
유약은 유리이고, 색은 불이 고른다
**유약(釉薬, 유야쿠)**은 물감이 아니라 광물 슬러리다 — 전통적으로 나무 재, 장석, 규토, 융제, 착색제 — 로, 본소성에서만 유리처럼 되어 색·광택·질감을 정한다. 비젠 같은 무유(無釉) 기물은 이를 건너뛰고 가마가 표면을 마무리하게 둔다.
그 소성은 또 하나의 변수를 숨긴다. 바로 분위기다. 산화(공기가 풍부함)는 구리 유약을 초록으로 남기고, 환원(공기가 부족함)은 산화물에서 산소를 도로 끌어내 같은 유약이 **핏빛 붉은색(辰砂, 신샤)**으로 나온다 — 정반대의 색, 불이 결정한다.
진짜 갈림길은 가마다
현대의 갈래는 통제되는 가마와 장작으로 때는 가마 사이에 있다. 전기가마와 가스가마는 온도를 맞춰 놓고 되풀이한다 — 전기는 깨끗하게 산화성으로 돌아가고, 가스는 구리 붉은색과 청자 초록을 위해 조여 환원으로 만들 수 있다. 이것들이 시유 식기의 기본값이며, 그 미덕 전체는 두 번째 작품이 첫 번째 작품과 똑같다는 데 있다.
장작가마는 그것을 일부러 포기한다. 불꽃과 날아다니는 재가 표면을 써 내려가니, 두 작품이 똑같이 나오는 법이 없다 — 비젠, 시가라키, 이가의 존재 이유 전부다. 장작 소성 안에서, 두 역사적 설계가 판을 가른다.
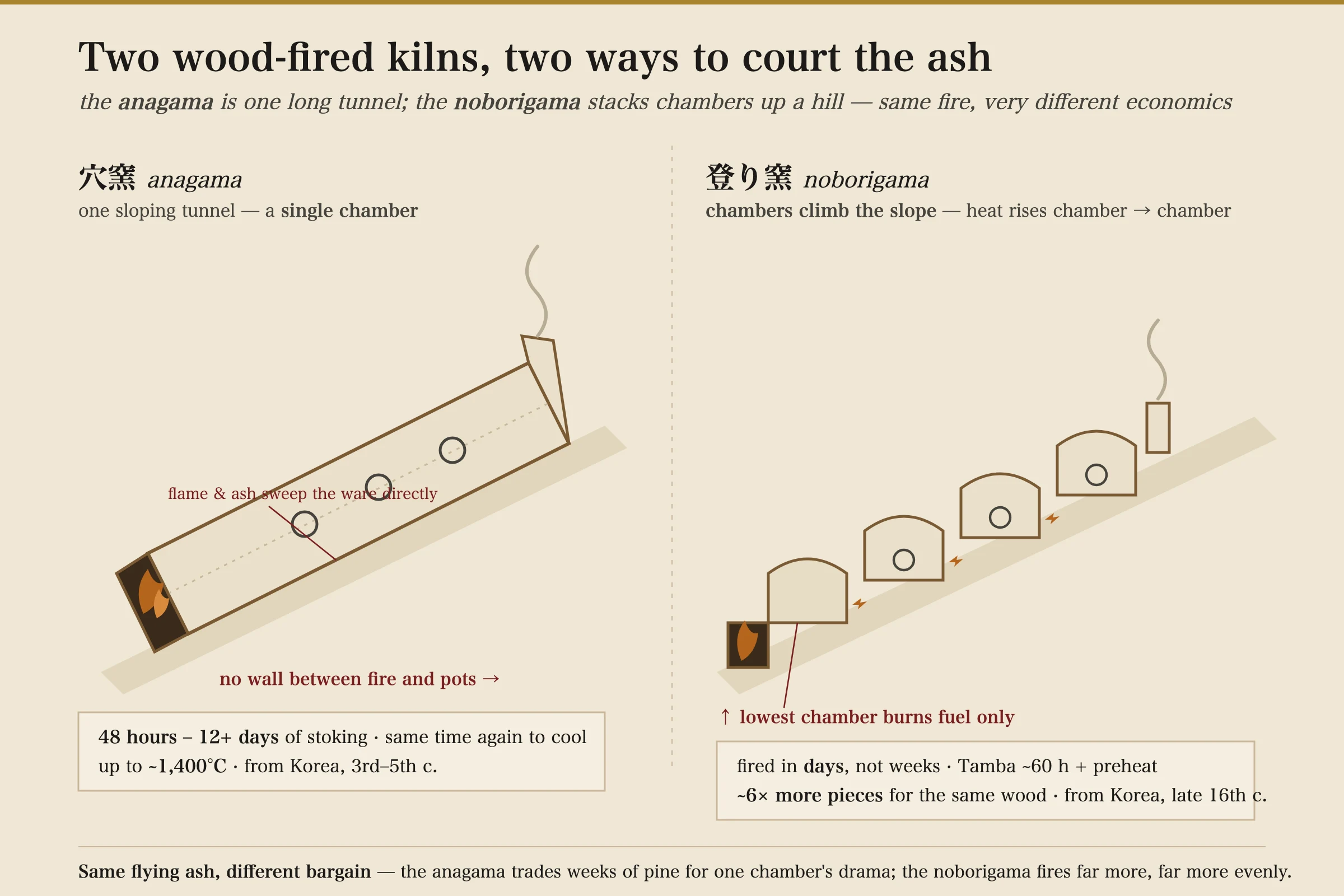
**아나가마(穴窯)**는 하나의 길고 비스듬한 터널이다 — 산비탈에 파낸 단일 방으로, 화구는 낮고 굴뚝은 위에 있다. 그 결정적 특징: 불과 그릇 사이에 벽이 없어, 불꽃과 재가 그릇 위로 곧장 쓸고 지나간다. 48시간에서 12일 이상 밤낮없이 때고(탄바의 것은 약 2주간 돌아간다), 식히는 데 다시 그만큼이 필요하며, 최고 약 1,400°C에 이른다. 그것은 3~5세기에 규슈를 거쳐 한반도에서 들어왔고, 고대 스에키와 중세 6대 고요(古窯) 둘 다의 바탕이 된다.
**노보리가마(登り窯)**는 비탈을 오르는 연결된 방들의 계단이다. 열이 한 방에서 다음 방으로 올라가고, 측면 투입구가 각 방에 쪼갠 소나무를 먹이며, 가장 낮은 방은 흔히 연료만 태워 위쪽 방들을 안정시킨다. 약 1,300°C에 이르고 며칠 만에 소성한다 — 탄바는 30~40시간 예열 뒤 각 방을 약 60시간 돌린다 — 그리고 같은 장작으로 단일 방 구덩이보다 여섯 배 넘는 작품을 더 고르게 굽는다. 그것은 훨씬 뒤인 16세기 후반에, 도요토미 히데요시의 1592년 원정 때 일본으로 끌려온 조선 도공들이 들여왔다 — 카라츠, 아리타, 하기, 사츠마 가마도 뿌린 물결이다. (한 포로 이삼평은 전통적으로 아리타의 자기 흙을 찾아낸 인물로 여겨지지만, 역사가들은 그 귀속에 이견을 낸다.)
왜 장작가마가 유일무이한 것을 만드나
불이 스스로 하는 일이 요헨(窯変, "가마 변화") — 소성이 낳는 색·질감·유약의 계획되지 않은 변주다. 가장 인상적인 것은 **자연 재 유약(自然釉, 시젠유)**이다. 소나무가 며칠 타는 동안 고운 재가 방 안을 떠다니다 그릇에 내려앉고, 약 1,200°C가 넘으면 녹아 흙에 진짜 유리 유약으로 융합된다 — 아무도 붓으로 바르지 않았다. 화학은 평범하다: 나무 재는 칼슘과 칼륨 산화물이 풍부해 융제로 작용하며, 약 1,250~1,300°C에서 흙의 규토와 알루미나를 유리로 녹인다 — 재가 두껍게 내려앉은 곳은 초록으로 고이며 윤이 나고, 거의 내려앉지 않은 곳은 마르고 맨살이다.
이는 우연히 발견되었다: 아무도 일부러 하기 전인 6세기 후반에 이미 재가 일본의 고대 스에키 위에서 그릇을 시유하고 있었다. 의도적으로 붓으로 바르는 재 유약은 훨씬 뒤인 9세기 무렵 사나게 가마에서야 나왔다.
마지막 조각은 놓임새다. 그 벽 없는 터널에서, 그릇이 어디에 서 있느냐가 전부다: 화구 근처는 두꺼운 재와 열, 잉걸불에 묻히면 환원되어 짓눌린 자국, 다른 그릇 뒤에는 맨 "그림자". 도예가는 이런 효과를 노리지만 지시할 수는 없다 — 그래서 작품마다 유일하고, 그 자국은 읽히고 이름 붙여지며 귀하게 여겨진다.
그러니 "일본 도자기는 어떻게 만들어지나"에는 두 가지 답이 있다: 거의 보편적인 척추, 그리고 공장 머그와 수집되는 찻사발을 가르는 가마. 그 지도가 있으면 기물들이 제자리를 찾는다: 비젠은 장작가마가 표면을 통째로 마무리하는 무유 석기다. 작품이 석기냐 자기냐는 흙 단계에서 이미 결정되었다. 다공질 초벌 단계가 일부 기물이 쓰기 전에 길들이기가 필요한 이유다. 그리고 각 양식이 어디서 만들어지는지는 이 가마들을 온 나라에 걸쳐 짚어 간다.