Ein fertiges japanisches Messer sieht aus wie ein einzelner Splitter Stahl, ist es aber fast nie. Nimm ein ummanteltes Santoku in die Hand, und du hältst gewöhnlich zwei Metalle, zu einer Klinge verschmolzen: ein dünnes Band harten, spröden Schneidstahls, vergraben in einem dickeren Mantel weichen Eisens. Dieser Trick – Ummantelung genannt, oder 合わせ Awase – ist die Idee, um die das ganze Handwerk gebaut ist. Sieh sie einmal, und jeder andere Begriff, dem du begegnest (San-Mai, Honyaki, Kasumi, das seltsam mehrstufige Schärfen), reiht sich ordentlich dahinter auf.
Die eine Idee: ein harter Stahl, gehüllt in weiches Eisen
Ein gutes Küchenmesser will zwei Dinge, die einander bekämpfen. Die Schneide muss hart sein – hochkohlenstoffhaltiger Stahl, der eine scharfe Schneide annimmt und hält – aber harter Stahl ist spröde, rostet bereitwillig und ist eine Qual zum Schleifen. Der Körper der Klinge muss zäh sein – weicher Stahl, der Stöße abschüttelt und schnell schärft – aber weicher Stahl hält keine Schneide für eine Minute.
Japanische Schmiede schlichteten den Streit physisch statt chemisch: Setz einen Streifen harten Stahls genau dorthin, wo du schneidest, und hülle alles andere in weiches Eisen. Der harte Kern ist Hagane (鋼); der weiche Mantel ist Jigane (地金) oder Nan-Tetsu, das ein Hersteller aus Sakai schlicht als „totweiches Eisen" beschreibt. Verschweiß die beiden, und du bekommst eine Klinge, die scharf ist, wo es zählt, und nachsichtig überall sonst – und, wie das Sakai-Haus Ichimonji anmerkt, sie braucht „weniger Kernstahl", kostet also weniger in der Herstellung. Das ist Ummantelung, und deshalb ist die große Mehrheit japanischer Messer laminiert statt massiv.
Wie diese beiden Metalle gestapelt werden, ist genau das, was das ganze Konstruktionsvokabular benennt:
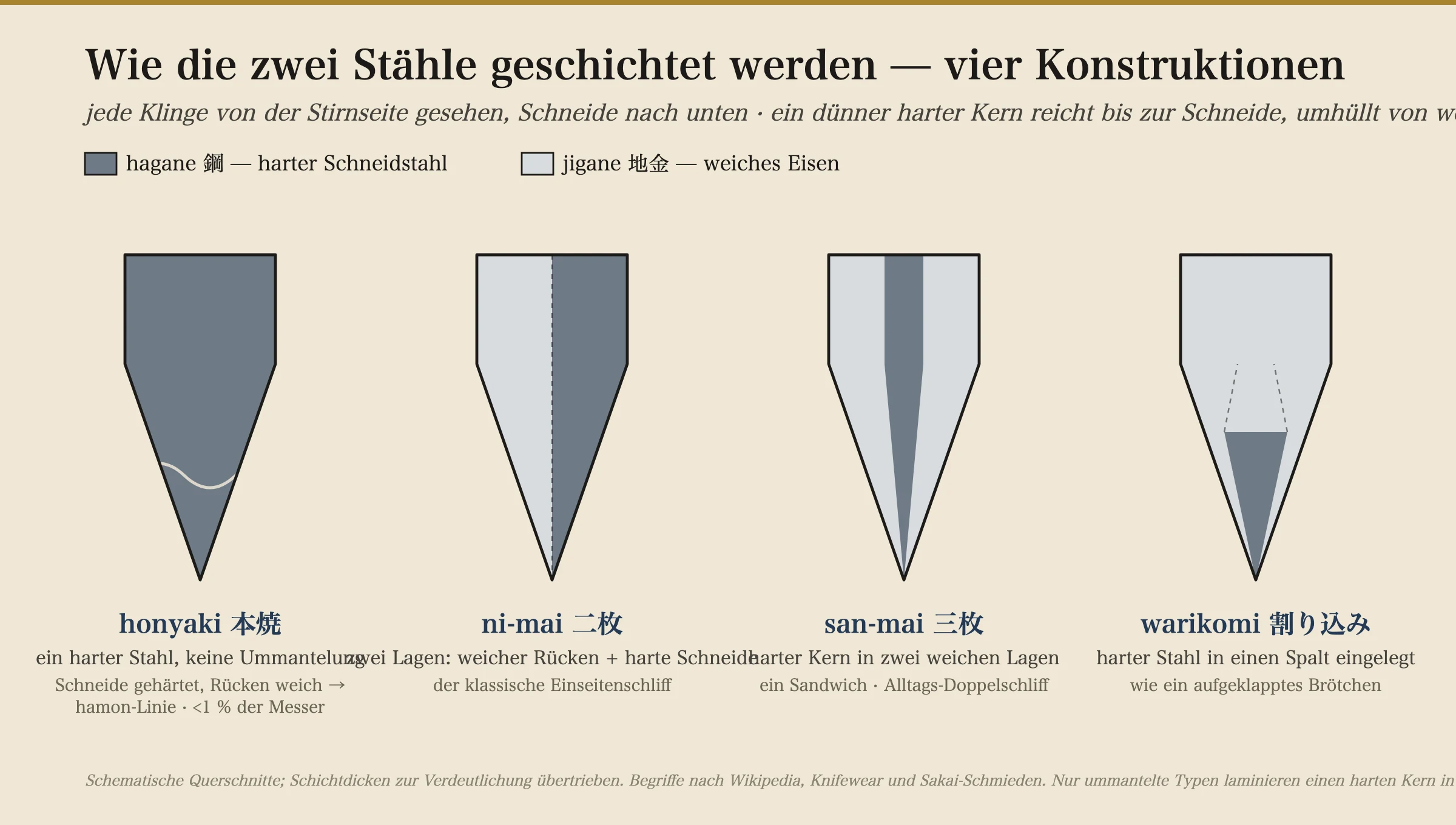
- Ni-Mai (二枚) – zwei Lagen, ein weicher Rücken, verbunden mit einer harten Schneide; die klassische einseitig geschliffene Bauweise.
- San-Mai (三枚) – ein harter Kern, eingebettet zwischen zwei weichen Außenlagen; die alltägliche doppelseitig geschliffene Bauweise. Knifewear vergleicht es mit einem Sandwich, bei dem der harte Schneidstahl an der Schneide hervorsteht wie „eine Scheibe Schinken, die über den Rand hängt."
- Warikomi (割り込み) – das weiche Eisen wird erhitzt und „wie ein Hot-Dog-Brötchen" gespalten, und ein Riegel harten Stahls wird in den Schlitz eingelassen und zugeschweißt.
Die Linie entlanggehen, vom Stahl zur Schneide
Jetzt schau einer Klinge beim Entstehen zu. Traditionell gehört jede Stufe unten einem anderen Spezialisten – dazu gleich mehr –, aber die Reihenfolge gilt überall.
1. Feuerverschweißen der Ummantelung. Der Hagane-Streifen wird rotglühend erhitzt, mit Borax und Eisenpulver bestäubt – ein Flussmittel, das die Fügeflächen reinigt und den Schweißpunkt senkt –, gegen das Jigane gelegt und in einem Ofen bei etwa 1000 °C wiedererhitzt, bis die beiden zu einem einzigen Rohling verschmelzen.
2. Schmieden und Formen (Seikei). Dieser Rohling wird erhitzt und ausgehämmert, wieder und wieder, zu den Maßen der Klinge gezogen, während das wiederholte Bearbeiten die Kornstruktur des Stahls verfeinert. Bei einseitig geschliffenen Messern wird die flache Aushöhlung auf der Rückseite – das Urasuki, das diese Klingen so sauber schneiden und lösen lässt – in dieser Phase eingeschmiedet (die Geometrie ist in einseitiger vs. doppelseitiger Schliff).
3. Härten (Yaki-ire). Die geformte Klinge wird auf etwa 750–800 °C erhitzt und in Wasser abgeschreckt, was den Stahl in seinen harten Zustand einrastet. Wasser ist schneller und härter als Öl – maximale Härte, aber ein echtes Rissrisiko –, weshalb ein sauberes Wasserabschrecken das Kennzeichen der anspruchsvollsten Arbeit ist.
4. Anlassen (Yaki-modoshi). Frisch aus dem Abschreckbad wäre die Schneide glashart und würde an der ersten Karotte ausbrechen. Also wird die Klinge sanft auf 150–200 °C wiedererhitzt und abkühlen gelassen, was einen Splitter Härte gegen Zähigkeit eintauscht – was die Hersteller „Zähigkeit" nennen.
5. Schärfen (Hatsuke). Ein gehärteter Rohling ist noch kein Messer; er hat keine Schneide. Eine anzuschleifen ist ein eigenes Handwerk, in Stufen geführt – Aratogi (grob) → Hiratogi (flach) → Hontogi (fein) → Polieren. Hier wird der Schliff tatsächlich geschnitten, hier erscheint das neblige Kasumi-Finish, und hier würdest du es später an einem Schleifstein pflegen.
6. Griff (Etsuke). Schließlich wird die Nakago (Angel) erhitzt und in einen hölzernen Wa-Griff getrieben. Weil all das Erhitzen und Hämmern eine dünne Klinge verzieht, ist der letzte Schritt das Ausrichten der Verzerrungen von Hand.
Ein Stahl oder zwei: Honyaki vs. Kasumi
Alles oben setzt Ummantelung voraus. Es gibt einen selteneren Weg, bei dem der Schmied gar keinen weichen Mantel verwendet – ein einziger harter Stahl, Schneide bis Rücken. Das ist Honyaki (本焼), der Gipfel des Handwerks. Um eine durchgehärtete Klinge am Zerspringen zu hindern, härtet der Hersteller sie differenziell: Nur die Schneide wird hart abgeschreckt, während der Rücken weicher und stoßdämpfend bleibt, klassisch durch Beschichten des Rückens mit Ton vor einem Wasserabschrecken (Mizu-Honyaki). Die Grenze zwischen gehärtetem und ungehärtetem Stahl tritt dann als wellige Linie die Klinge hinab zutage – der Hamon (刃文), dieselbe Härtelinie, die an japanischen Schwertern geschätzt wird.
Honyaki ist quälend herzustellen: Das Wasserabschrecken eines harten Monostahls reißt Klingen routinemäßig, sodass ein Meister vielleicht nur etwa 30 im Jahr fertigstellt, und Knifewear schätzt Honyaki auf „weniger als 1 %" der Messer, die Japan produziert. Das ummantelte Messer – Kasumi (霞), „neblig", nach der dunstigen Optik dort, wo weiches Eisen auf hellen Stahl trifft, genannt, oder Awase, „verbunden" – gibt ein wenig von Honyakis ultimativer Schneide und Langlebigkeit auf dafür, zäher, günstiger und weit leichter zu schärfen zu sein. Für jeden außer einer Handvoll Sammler und Profis ist genau dieser Handel der Grund, warum Ummantelung sich durchsetzte.
Drei Hände, eine Klinge
Hier ist der Teil, den Außenstehende selten erwarten: In Sakai, dem historischen Herzen professioneller Messer, macht keine einzelne Person das ganze Ding. Die Arbeit ist unter Spezialisten aufgeteilt. Ein Schmied (Kajiya) schmiedet und härtet die Klinge; ein Schärfer (Togishi) schleift die Schliffe und setzt die Schneide; ein Griffmacher (Tsukashi) fügt den Wa-Griff an. Jedes Messer geht, wie das Sakai-Haus Hasu-Seizo es beschreibt, durch die Hände von mindestens drei spezialisierten Handwerkern, von denen jeder eine Laufbahn an einer Stufe verbracht hat. Besonders das Schärfen gilt als nicht weniger angesehen als das Schmieden – die Person, die deine Klinge schmiedete, hat sie mit ziemlicher Sicherheit nicht geschärft.
Diese Teilung ist alt. Sakais Klingenkunst wuchs aus der Schwertschmiedekunst, und die Wende kam im 16. Jahrhundert, als mit portugiesischen Händlern Tabak eintraf und Sakai-Schmiede begannen, Messer zum Zerschneiden des Blattes zu machen. Ihre Tabakmesser schlugen die Importe; das Tokugawa-Shogunat verlieh zertifizierten Sakai-Klingen einen „Sakai Kiwame" (堺極) -Qualitätsstempel, und der Ruf verbreitete sich in ganz Japan. Viele heute tätige Sakai-Handwerker sind die vierte, fünfte oder sechste Generation ihrer Linie.
Die Karte
Ein japanisches Messer ist also ein kleiner Streit, in Stahl geschlichtet: hart, wo es schneidet, weich, wo es gehalten wird, hart genug gehärtet, um zu beißen, und zäh genug angelassen, um zu überleben, dann von getrennten Händepaaren geschliffen und behandelt. Ummantelung ist der eine Satz, den das Handwerk immer wieder wiederholt. Von hier aus hat jedes andere Stück einen Platz auf der Linie – welcher Stahl den Kern füllt, wie der Schliff geschliffen wird, nach welcher Form du greifst. Es ist alles eine Klinge, in Stufen aufgebaut.