Un couteau japonais fini ressemble à un simple éclat d'acier, mais ce n'est presque jamais le cas. Prenez un santoku gainé et vous tenez d'ordinaire deux métaux fusionnés en une seule lame : un mince ruban d'acier de coupe dur et cassant enfoui à l'intérieur d'une veste plus épaisse de fer tendre. Cette astuce — appelée gainage, ou 合わせ awase — est l'idée autour de laquelle tout l'artisanat est bâti. Voyez-la une fois, et chaque autre terme que vous croiserez (san-mai, honyaki, kasumi, l'affûtage curieusement en plusieurs étapes) s'aligne proprement derrière elle.
L'idée unique : un acier dur enveloppé de fer tendre
Un bon couteau de cuisine veut deux choses qui s'opposent. Le fil doit être dur — un acier riche en carbone qui prend un fil affûté et le tient — mais l'acier dur est cassant, rouille facilement et est un supplice à meuler. Le corps de la lame doit être tenace — un acier tendre qui ignore les chocs et s'affûte vite — mais l'acier tendre ne tiendra pas un fil une minute.
Les forgerons japonais ont réglé le débat physiquement plutôt que chimiquement : mettez une bande d'acier dur exactement là où vous coupez, et enveloppez tout le reste de fer tendre. Le cœur dur est le hagane (鋼) ; la veste tendre est le jigane (地金) ou nan-tetsu, qu'un fabricant de Sakai décrit sans détour comme du « fer mort tendre ». Soudez les deux ensemble et vous obtenez une lame qui est tranchante là où ça compte et indulgente partout ailleurs — et, comme le note la maison Ichimonji de Sakai, elle nécessite « moins d'acier de cœur », elle coûte donc moins cher à fabriquer. C'est le gainage, et c'est pourquoi la grande majorité des couteaux japonais sont laminés plutôt que massifs.
La façon dont ces deux métaux sont empilés est exactement ce que tout le vocabulaire de construction désigne :
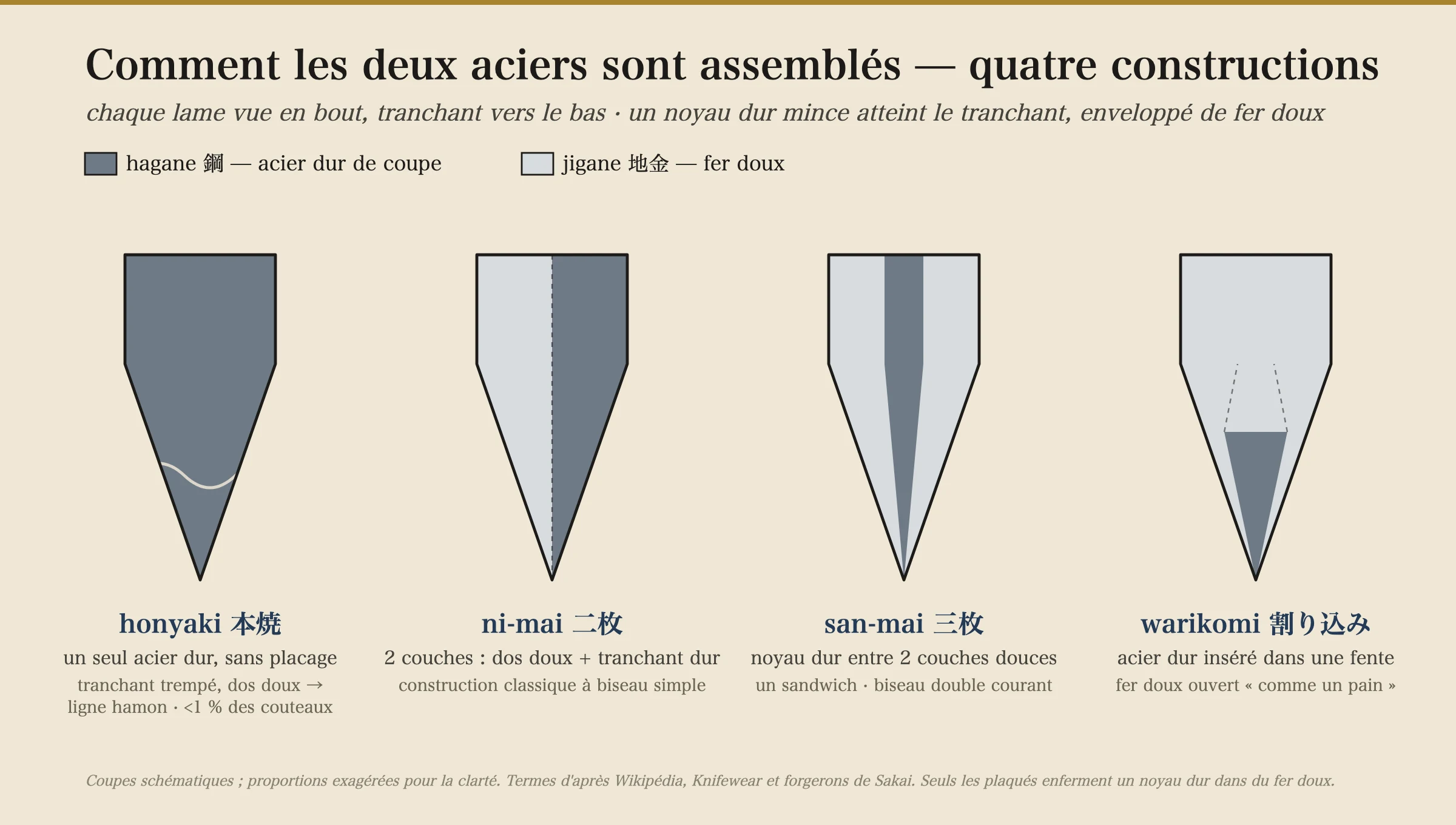
- ni-mai (二枚) — deux couches, un dos tendre joint à un fil dur ; la construction mono-biseau classique.
- san-mai (三枚) — un cœur dur pris en sandwich entre deux couches extérieures tendres ; la construction double-biseau du quotidien. Knifewear la compare à un sandwich, avec l'acier de coupe dur apparaissant au fil comme « une tranche de jambon débordant du bord ».
- warikomi (割り込み) — le fer tendre est chauffé et fendu « comme un pain à hot-dog », et une barre d'acier dur est laissée tomber dans la fente et soudée par corroyage.
Suivre la chaîne, de l'acier au fil
Regardons maintenant une lame se construire. Traditionnellement, chaque étape ci-dessous appartient à un spécialiste différent — nous y reviendrons bientôt — mais la séquence tient partout.
1. Soudage par corroyage du gainage. Le ruban de hagane est chauffé au rouge, saupoudré de borax et de poudre de fer — un flux qui nettoie les faces à assembler et abaisse le point de soudage — posé contre le jigane, et réchauffé dans un four à environ 1000 °C jusqu'à ce que les deux fusionnent en un seul lopin.
2. Forge et mise en forme (seikei). Ce lopin est chauffé et martelé, encore et encore, tiré vers les dimensions de la lame tandis que le travail répété affine le grain de l'acier. Sur les couteaux mono-biseau, le léger creux au dos — l'urasuki qui fait que ces lames coupent et se dégagent si proprement — est forgé à ce stade (la géométrie est dans mono-biseau vs double-biseau).
3. Durcissement (yaki-ire). La lame mise en forme est chauffée à environ 750-800 °C et trempée dans l'eau, ce qui fige l'acier dans son état dur. L'eau est plus rapide et plus brutale que l'huile — dureté maximale, mais un vrai risque de fissuration — c'est pourquoi une trempe à l'eau propre est la marque du travail le plus exigeant.
4. Revenu (yaki-modoshi). Tout juste sorti de la trempe, le fil serait dur comme du verre et s'ébrécherait sur la première carotte. La lame est donc doucement réchauffée à 150-200 °C et laissée à refroidir, échangeant un soupçon de dureté contre de la ténacité — ce que les fabricants appellent la « ténacité » (tenacity).
5. Affûtage (hatsuke). Un flan durci n'est pas encore un couteau ; il n'a pas de fil. En meuler un est un artisanat à part entière, mené par étapes — aratogi (grossier) → hiratogi (plat) → hontogi (fin) → polissage. C'est là que le biseau est réellement taillé, où apparaît la finition brumeuse du kasumi, et où vous l'entretiendrez plus tard sur une pierre à eau.
6. Manche (etsuke). Enfin, la nakago (soie) est chauffée et enfoncée dans un manche wa en bois. Parce que tout ce chauffage et ce martelage voile une lame fine, la dernière étape consiste à redresser les distorsions à la main.
Un acier ou deux : honyaki vs kasumi
Tout ce qui précède suppose un gainage. Il existe une voie plus rare où le forgeron n'utilise aucune veste tendre — un seul acier dur, du fil au dos. C'est le honyaki (本焼), le sommet de l'artisanat. Pour empêcher une lame entièrement dure de voler en éclats, le fabricant la durcit différentiellement : seul le fil est trempé dur, tandis que le dos reste plus tendre et absorbeur de chocs, classiquement en enduisant le dos d'argile avant une trempe à l'eau (mizu-honyaki). La frontière entre l'acier durci et non durci remonte alors à la surface sous forme d'une ligne ondulée le long de la lame — le hamon (刃文), la même ligne de trempe prisée sur les sabres japonais.
Le honyaki est pénible à fabriquer : tremper à l'eau un monoacier dur fend des lames régulièrement, si bien qu'un maître peut n'en finir qu'environ 30 par an, et Knifewear estime le honyaki à « moins de 1 % » des couteaux que produit le Japon. Le couteau gainé — appelé kasumi (霞), « brumeux », d'après l'aspect voilé là où le fer tendre rencontre l'acier brillant, ou awase, « joint » — abandonne un peu du fil ultime et de la longévité du honyaki pour être plus tenace, moins cher et bien plus facile à affûter. Pour tous, hormis une poignée de collectionneurs et de professionnels, ce compromis est précisément pourquoi le gainage l'a emporté.
Trois paires de mains, une lame
Voici la part que les étrangers attendent rarement : à Sakai, le cœur historique des couteaux professionnels, aucune personne seule ne fabrique le tout. Le travail est réparti entre spécialistes. Un forgeron (kajiya) forge et durcit la lame ; un affûteur (togishi) meule les biseaux et établit le fil ; un fabricant de manches (tsukashi) pose le manche wa. Chaque couteau, comme le décrit la maison Hasu-Seizo de Sakai, passe entre les mains d'au moins trois artisans spécialisés, chacun ayant consacré une carrière à une seule étape. L'affûtage en particulier est tenu pour non moins prestigieux que la forge — la personne qui a forgé votre lame ne l'a presque certainement pas affûtée.
Cette division est ancienne. L'habileté à la lame de Sakai est née de la forge des sabres, et le tournant est venu au XVIᵉ siècle, quand le tabac est arrivé avec les marchands portugais et que les forgerons de Sakai se sont mis à faire des couteaux pour effiler la feuille. Leurs couteaux à tabac battaient les importations ; le shogunat Tokugawa a accordé aux lames de Sakai certifiées un sceau de qualité « Sakai Kiwame » (堺極), et la réputation s'est répandue à travers le Japon. Beaucoup d'artisans de Sakai en activité aujourd'hui sont la quatrième, cinquième ou sixième génération de leur lignée.
La carte
Un couteau japonais est donc un petit débat réglé dans l'acier : dur là où il coupe, tendre là où on le tient, durci assez pour mordre et revenu assez pour survivre, puis meulé et emmanché par des paires de mains distinctes. Le gainage est la seule phrase que l'artisanat ne cesse de répéter. À partir d'ici, chaque autre pièce a sa place sur la chaîne — quel acier remplit le cœur, comment le biseau est meulé, quelle forme vous saisissez. Tout cela est une seule lame, bâtie par étapes.