
一只素净、无釉的备前罐,可以比一只完美无瑕的白瓷碗还贵,原因不在陶土——而在火。然而几乎每一件日本陶器,从一只粗糙的茶碗到一只彩绘的九谷盘,都立在同一句话上:陶土软的时候塑形、干透后定型、烧两遍。 它如何成型、是否上釉、由哪座窑来收尾——其余的一切都挂在这根脊梁上。
脊梁:先软,再两次过火
生陶土经过精炼,再用手揉练——这道备料其实是为了安全。揉泥让水分均匀,好让坯壁在拉坯和干燥时不变形,而最重要的是把裹进去的空气赶出来:一个困住的气泡在高温里会膨胀,可能让陶器开裂甚至炸开。日本的做法是一种螺旋式的折叠——菊练(菊練り,"菊花揉泥"),得名于它留下的花瓣纹样。
坯体随后成型(见下文),干燥到皮革硬度,再修坯——用金属鉋(kanna)削出圈足和坯壁(这道工序叫削り,kezuri)。现在它才遇火。素烧(素焼き,suyaki)是有意压低的,大约800–900°C(九谷接近 850°C),把脆弱的陶土变成多孔、可拿取的素坯,让它蘸釉时能均匀吸釉,而不会一浸就塌。彩绘装饰常常就在这一步、两次烧制之间画上去。
上釉之后是本烧(本焼き,honyaki),这一次是热的——通常1,250–1,400°C(九谷 1,300–1,400°C,烧 15 到 20 小时)。它让胎体玻化,让釉熔成玻璃。带装饰的瓷器还要加一次第三次的低温烧制(约 800–900°C)来固定釉上彩,所以一只彩绘盘可能要三四次过窑——但常见的情形始终是低温定型、高温玻化。
辘轳、手工,还是模具
三大类成型方式,按想要的造型来选:
- 辘轳拉坯(轆轤,rokuro)靠旋转和手的压力,把一团旋转的泥拉高成坯壁;它从定中心开始,擅长圆形的造型——碗、杯、瓶。
- 手工成型(手びねり,tebineri)不用辘轳:捏塑(把一团泥捏开)、盘条(紐作り,himozukuri,绳状泥条)、泥板成型(たたら,tatara,用擀好的泥片做盘子和有棱角的造型),以及挖空成型(刳り貫き,kurinuki,从一块实心泥里掏空)。
- 模具成型用压坯或注浆来做可重复的造型——很多量产器物走的就是这条路,九谷也包括在内。
釉就是玻璃,而颜色由火来选
釉(釉薬,yūyaku)不是涂料,而是一种矿物浆——经典配方是木灰、长石、二氧化硅、一种助熔剂和一种呈色剂——它只有在高温烧制中才变得玻璃质,定下颜色、光泽与质地。像备前这样的无釉器物省去这一步,让窑来给表面收尾。
那次烧制还藏着另一个变量:它的气氛。氧化(富氧)让铜釉留下绿色;还原(缺氧)把氧从氧化物里重新夺出来,同一种釉就烧成血红色(辰砂,shinsha)——相反的颜色,由火来决定。
真正的分岔在于窑
现代的分野在可控窑和柴烧窑之间。电窑和气窑设定一个温度并重复它——电窑烧得干净、呈氧化性,气窑可以被闷成还原,得到铜红和青瓷绿。它们是上釉餐具的默认选择;它们全部的长处就在于第二件和第一件一模一样。
**柴烧窑是有意放弃这一点的。**火焰和飞灰写下表面,所以没有两件是一样的——这正是备前、信乐和伊贺的全部意义所在。在柴烧内部,两种历史悠久的设计把这一领域一分为二。
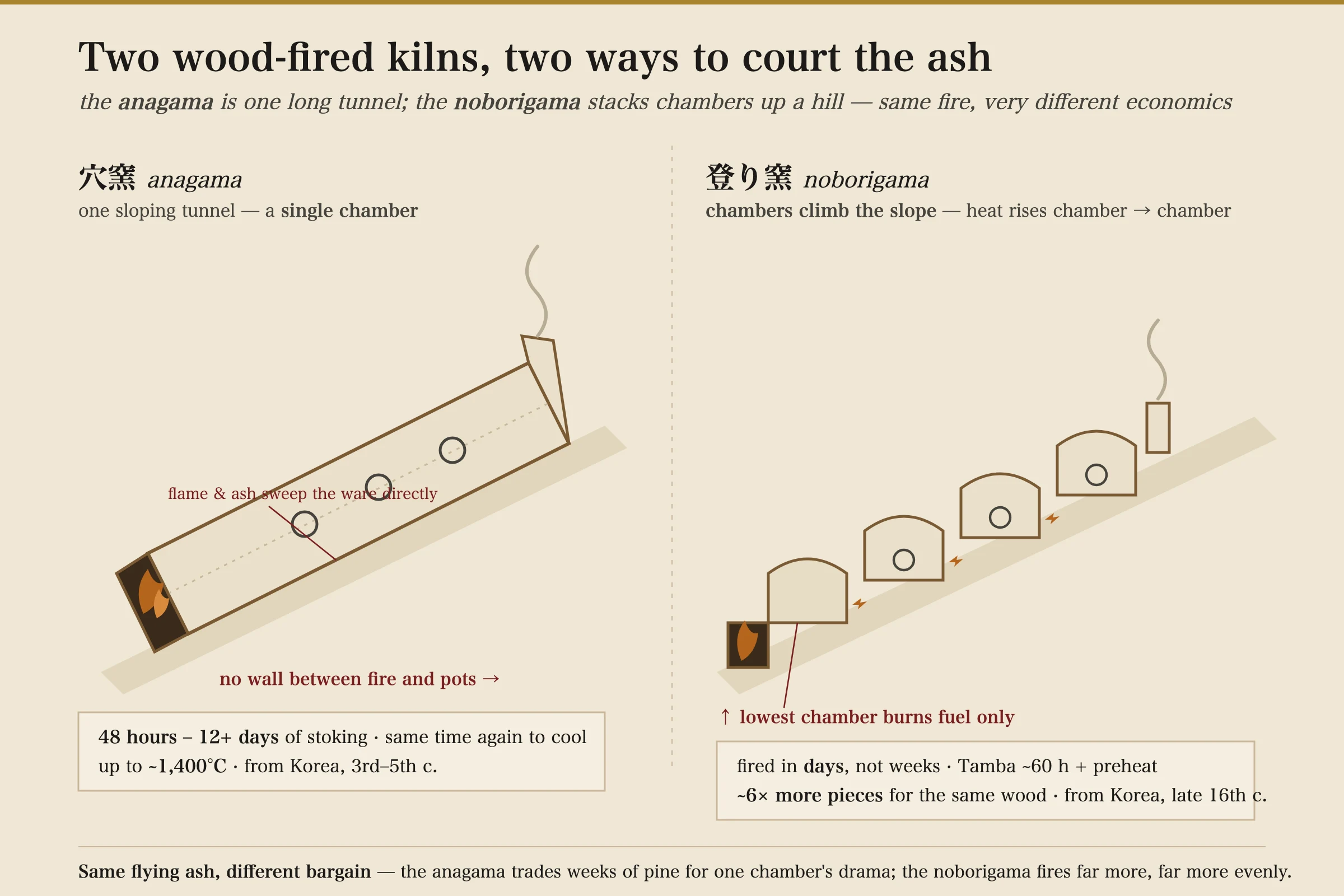
穴窑(穴窯)是一条单一的长斜坡隧道——一个挖进山坡的窑室,火膛在低处、烟囱在顶部。它的决定性特征:火与陶器之间没有隔墙,所以火焰和灰直接扫过器物。它昼夜不停地烧48 小时到 12 天以上(丹波的一次大约烧两周),还要差不多同样的时间来冷却,最高可达约 1,400°C。它在3–5 世纪经由九州从朝鲜半岛传来,是古代须惠器和中世"六古窑"共同的基础。
登窑(登り窯)是一级级连通的窑室,沿山坡拾级而上。热从一个窑室升入下一个,侧面的投柴口给每个窑室添松柴,而最低的窑室常常只烧燃料,好让上面的稳住温度。它可达约 1,300°C,以天计地烧成——丹波在 30–40 小时预热之后,让它的各窑室烧约 60 小时——而同样的柴,它能比单室的坑窑多烧六倍以上的器物,还更均匀。它来得晚得多,在16 世纪末,由丰臣秀吉 1592 年出兵时掳到日本的朝鲜陶工带来——正是这波浪潮也播下了唐津、有田、萩和萨摩诸窑的种子。(其中一位被掳者李参平,传统上被认为找到了有田的瓷土,尽管史家对这一说法有争议。)
为什么柴烧窑造出独一无二之物
火自己做的事叫窑变(窯変,"窑的变化")——烧制所产生的、未经计划的颜色、质地与釉的变化。其中最惊人的是自然灰釉(自然釉,shizen-yū):当松木烧上好几天,细灰飘过窑室,落在陶器上,在约1,200°C 以上熔化,并作为一层真正的玻璃釉熔合到陶土上——没有人刷过它。其中的化学原理很普通:木灰富含钙和钾的氧化物,它们充当助熔剂,在约1,250–1,300°C 把陶土里的二氧化硅和氧化铝熔成玻璃——落灰厚处积成绿色而光亮,落灰少处则干涩而裸露。
这是偶然发现的:早在6 世纪末,灰就已经在日本古代的须惠器上给陶器上釉了,那时还没人有意为之;有意的、可刷涂的灰釉要晚得多才出现,在约 9 世纪的猿投窑。
最后一块是摆位。在那条没有隔墙的隧道里,一件陶器立在哪儿就是一切:靠近火膛处,落灰与热都重;埋在余烬里,得到一块还原、被闷住的斑;在另一件陶器背后,留下一道裸露的"阴影"。陶艺师去求这些效果,却无法指定它们——这就是为什么每一件都独一无二,也是为什么这些痕迹被解读、被命名、被珍视。
所以"日本陶瓷是怎么做出来的"有两个答案:那根近乎通用的脊梁,以及那座把工厂马克杯和藏家茶碗区分开的窑。有了这张地图,各种器物便各就其位:备前是完全由柴烧窑收尾的无釉炻器;一件东西是炻器还是瓷器,早在陶土那一步就定了;多孔的素烧阶段,正是为什么有些器物使用前需要养护;而每种风格在哪里制作,则把这些窑沿着全国各地一路追踪下去。